手机版
手机版

|
1. 编制目的
通过对钢锻件的超声波检验,分析锻件在使用过程中受到的损坏程度,沧州欧谱根据缺陷的种类和当量尺寸的大小,判定锻件的质量等级,为做到产品质量持续改进提供依据。
2.适用范围
3.引用标准
1.重齿企标 Q/CL144-2005《钢锻件超声波探伤办法及质量评定标准》2.JB/T4730.3-2005《承压设备无损检测》
3.JB/T5000.15-2007《重型机械通用技术条件》
4.CB/T3907-1999《船用锻钢件超声波探伤》
5.JB/T9214-1999《A型脉冲反射式超声探伤系统工作性能 测试方法》
6.JB/T10061-1999《A型脉冲反射式超声波探伤仪通用技术条件》
4.检测人员资质
检测人员必须经过技术培训后,按国家相关部门机构无损检测人员资格考试考核的要求,经资格考试合格取得Ⅱ级及以上资格人员才能从事本公司规定范围内的检测工作,并熟悉检测锻件的制造及加工工艺,能够熟练按照检测工艺要求对产品进行检测。Ⅰ级人员可在Ⅱ级人员的指导下参加操作和进行有关的辅导工作。
5.仪器、探头和试块
5.1使用本厂现有探伤仪TS-V6型仪器探头组合灵敏度余量在最大检测声程时大于等于10dB。衰减器精度在任意12dB误差不超过±1dB。水平线性误差≤2%,垂直线性误差≤5%。探头晶片有效面积≤500mm2,任一边长≤25mm。斜探头主声束水平方向偏角不大于2°,直探头远场分辨力 ≥30dB。斜探头远场分辨力≥6dB。仪器和探头系统性能按JB/T10061和JB/T10062的规定测试
5.2试块
产品检测尽量采用大平底法,如受工件厚度及近场区等影响时可用试块CS1、CS2 轧辊硬度计http://www.zhagunyingduji.com 及其它需应用的标准试块和对比试块。
6.检测时机
轴类毛坯产品在热处理结束后,应先用角磨机进行打磨去掉氧化皮及影响探伤的外观缺陷等后进行一次初探。初探结果合格后方可向下道工序流转。
锻件机加工前应先按照图纸要求表面见光后(锻件表面粗糙度Ra值应小于6.3um)进行一次超声全面检测,确保且检测结果合格后,再进行机加工(加工槽、孔、台阶及其它形状加工)。
7.检测的一般方法
7.1仪器的连接和调校
1)仪器的连接
首先准备好待测工件,然后将探头电缆线插头插入主机的上方的插座中,沧州欧谱旋紧插头,并在探头连接器BNC连接上合适的探头。注意使用单探头方式时,两个连接器插口同样适用(内部并联连接),使用连接双晶(TR)探头(一个晶片发射,一个晶片接收)或两个探头(一个发射,一个接收)时,要注意把发射探头连接到左边的插口上,把接收探头连接到右边的插口上。
连接好仪器后按下键,仪器发出短促的"嘀嘀"声后,松开按键手指,仪器自动开机;
2)仪器的基本设置
仪器开机后,首先根据实际检验工作的需要设置好仪器的检测通道、扫描方式、显示范围、材料声速、探头方式、闸门宽度、闸门起始、闸门高度等基本参数。
3)直探头零点校准
对于钢锻件,因材料声速已知,则可以直接调节探头零点。选择"基本"功能组,再用功能菜单对应的菜单键选择"探头零点"功能菜单,把探头放在试块,调节仪器声程,使得状态行的声程测量值(S)与试块的已知厚度相同,此时所得到的探头零点就是该探头的准确探头零点。
4)斜探头校准
斜探头校准通常需要一下步骤:①校准入射点(探头前沿)②校准探头角度(K值);③校准材料声速;④校准探头零点。
7.1检测复盖率
检测时,探头的每次扫查,应确保扫查声束相互间复盖率大于探头直径15%。
7.2探头移动速度应不超过150mm/s。当采用自动报警装置扫查时,不受此限止。
7.3扫查灵敏度至少比基准灵敏度高6dB。
7.4耦合剂
机油、浆糊、甘油等,且不损伤检测工件表面。
7.5检测面
1)检测面和检测范围的确定,应保证声束扫查到被检工件整个体积。
声束扫查到被检工件整个体积。
2)直探头轴向和径向探测
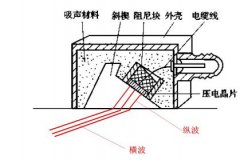
直探头进行轴向探测时,纵波声束沿轴向入射,可发现垂直于轴线或沧州欧谱与轴线接近垂直的横向缺陷;直探头进行径向探测时,探头置于轴的外圆面上,纵波主声束沿轴的半径方向入射,可发现轴内最常见的有锻压变形形成的片状纵向缺陷。
对于其他不同的锻件,直探头的探测方式也不同,轴类件一般应尽量采用轴向及周向检测饼类及圈环类应主要采用端面径向及外圆周向检测。
3)斜探头周向和纵向探测
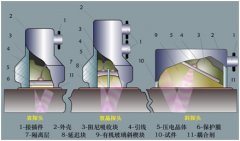
对于轴内径向分布的缺陷,上述直探头探测方法很难检测出来,因此,需要选用适当折射角的斜探头,在轴外圆面上作周向探测,此时,声束斜入射于轴内,径向缺陷的声压发射率比较高,实际探测时为增大斜探头与轴圆周曲率吻合,可适当修磨有机玻璃透声楔,可用单探头或双探头(一发一收)探测。
8.缺陷的测量与评定
8.1在检验时发现的缺陷回波超过验收基准-6dB时,进行记录。
对单个分散的缺陷回波,如果声束的直径小于缺陷范围,那么声束可以用于探测缺陷边界,用半波高度法可确定他的范围;如果声束直径大于缺陷范围,缺陷最大回波响应必须与用于比较的人工缺陷最大回波响应相比较,可用当量法计算缺陷的当量尺寸。对于线性缺陷应采用6DB法测量长度,及最大当量值。
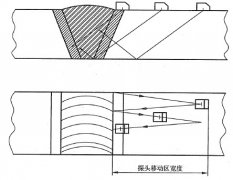
8.2在被检件中边长50mm的立方体内,有5个以上缺陷回波高度超过产品技术条件规定值-6dB时,称为密集性缺陷,并予以记录。对密集性缺陷评定时,利用缺陷回波出现在扫描线上的位置,测定密集性缺陷的深度范围,并利用探头移动过程中查扫到缺陷的分布范围,测定密集性缺陷的平面分布区域。
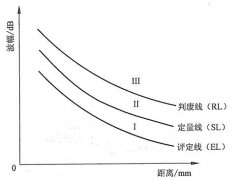
8.3横波检验时所发现的缺陷回波高度超过距离-振幅曲线高度
的-6dB时,应予以记录,同时记录缺陷的位置和声程。
8.4质量等级的评定
锻件质量允许等级,应符合相应的技术条件和标准并预先在协议中规定。
8.5检测报告的发放
产品检测合格后应做好相关检测记录,并及时出具检测报告。报告格式采用公司规定格式如客户有要求时可采用客户提供格式。
9.注意事项
9.1 3.0规定引用标准只适用于脉冲反射式超声波检验法对厚度或直径大于100mm的碳钢和低合金钢一般锻件的超声波检验。对于其他规格或者其他材质的锻件可参考该标准及其他标准。
9.2影响检验精度的因素有:工件材料、温度、表面粗糙度、磁场、工件表面附着物、缺陷的形状特征、缺陷的声阻抗、缺陷的表面特征和探伤方法的选择等,因此在检验并判定工件质量等级时,要充分考虑各种因素的影响。
9.3每次超声波检测都要遵循具体的检测技术要求,最重要的有:定义显示范围、选择适当的探伤方法、考虑材料性质、决定记录和评估的范围。
|