手机版
手机版

|
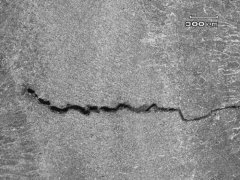
由于钻杆曲率半径小,普通探头接触面小,曲面耦合损失大,沧州欧谱且内表面反射发射严重,杂波多,探伤灵敏度低,常规超声波探伤具有一定的难度。要求仪器具有较高的分辨力、信噪比和较窄的始脉冲宽度。探头方面,应该使用大K值小晶片短前沿横波探头。
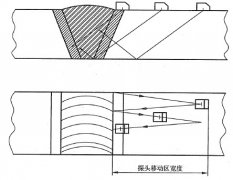
探测钻杆时,探头在焊缝两侧正对焊缝作锯齿形扫查,如图2所示。邻两次扫查至少有10%重叠,扫查速度不大于150mm/s。
探头的前后移动是为了全面探测到整个缺陷的各个部分,沧州欧谱所以探头靠近焊缝时用的是一次波检测,主要针对焊缝下部缺陷,远离焊缝时,使用的又是二次波检测,主要针对焊缝中上部缺陷。为了简化工装结构,同时使超声波形稳定,不会出现由于余高不平所带来的波形移动,减轻了判定波形的难度,可以使用多个探头前后布置来覆盖整个焊缝及热影响区域,然后只需工件旋转一圈,就可以完成整个环焊缝的检测,不需要将探头前后移动。如图3所示。这样做增加了检测的通道数,但是节约了时间,简化了机械工装结构,同时也提高了检测的稳定性。
|