手机版
手机版

|
在超声波探伤仪在给工件做部位探伤时,除了要确定部件缺陷的位置及大小外,还要给伤处一个学术定义,亦即定性。 但目前还不能对所有的缺陷准确地定性,这有鉴于今后探伤的实践和仪器技术的发展。在 探测前,必须对被测工件的 材料组织、 沧州欧谱外部结构、加工状态、施工工艺以及在施工过程中容易产生的误差缺陷进行了解。并将实测情况及理论上可能产生的情况综合分析.以估计缺陷的性质。
一些常见缺陷的形成原因及叫法:
非金属材料之塑料:气孔、夹杂、分层、粘合不良等。
非金属材料之陶瓷:夹杂、气孔、裂纹。
非金属材料之橡胶:气泡、裂纹、分层。
非金属材料之混凝土:空洞、裂纹。
锻件:偏折、疏松、夹杂物、缩孔、白点、裂纹。
铸件:气泡、疏松、缩孔、裂纹。
板材:夹层、夹灰、裂纹。
焊缝:气孔、夹渣、未焊透、未熔合、裂纹。
复合材料:粘合不良等。
管材:内裂纹、外裂纹、夹杂、翘皮、折迭等。
型材、钢轨:白核、黑核、裂纹等。
型材、棒材:夹杂、缩孔、裂纹等。
二、各种缺陷的特征及其形成原因:
气泡:钢溶液含气太多,凝固时放出的气体残留在钢内而成;因溶钢脱气不良,锻造温度过低;铸型方法不妥等所致。
缩孔(或缩管):钢锭上端或内部的凝固收缩而形成的空灭。高温、高速浇注或铸型设计不良时易产生,当缩孔较严重且具有较大长度时,则又称缩管。
沙眼:溶液和耐火材料混合。耐火物混入溶钢中而残留在钢内所致。、
偏折:在钢材断面成粗形腐蚀。融钢凝固时,钢板测厚仪http://www.gangbancehouyi.com因不平衡而造成各部分之差所致,或金属液不纯物过多,浇铸温度过高,速度太慢或锭模不当所致。
疏松:固态金属的多孔性或不致密性的表现。金属中的气体和夹杂物在金属液表面凝固时,因体积收缩或气体上浮造成的品间空隙或组织空隙,未被金属液填充所致。
非金属夹杂物:主要是钢材内存在的各种氧化物或其他形态的异相。由于在冶炼过程中,存在不可溶物质(如附火砖的溶损等)所致。
白点:呈现出微裂纹的粗糙组织,一般呈圆形成椭圆银白色的波面。沧州欧谱钢中存在大量氢气,在冷却时来不及逸出或组织转变应力、变形应力、与冷
却应力所致。
中心锻造裂纹:在钢材中心部位产生的微裂(龟裂)。因温度太低或不均匀加热,或加工压力太大,而产生无理变形或因内应力所致。
残余缩孔性裂纹:钢锭内有严重缩孔,而未完全切除,锻造时所致。
夹杂性裂纹:由于夹杂物的存在,使工件破裂,形成中间有夹心的夹杂性裂纹,常与夹杂物混杂在一起。
未焊透:焊接金属与基本金属未熔合(未熔化在一起)。因熔深不足或剖口角度和焊缝间隙太小等所致。
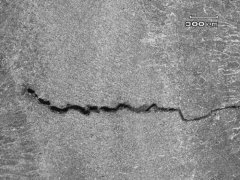
裂纹(焊缝中):在焊缝内呈曲折条状的缺陷。因焊接时冷热分布不均或加热时金属体积改变或组织应力所致
夹层:板材从内部切削时,出现与轧制方向平行的线状缺陷(从断面看)。主要由气泡、缩孔、大块非金属夹杂物轧制而成。
夹灰:存在板材内的大块非金属夹杂物。主要由渗入大块非金属夹杂物所致。
气孔:溶液中的气泡残留在焊缝内,因焊接工艺不当或焊料渗水潮湿或工件剖口处不洁等所致。
夹渣:残留在焊缝内的熔渣或夹杂物。因熔渣、氧化皮及其他夹杂物落进溶池而未浮,在焊缝或电弧偶然断路等工艺不当所致。
|