手机版
手机版

|
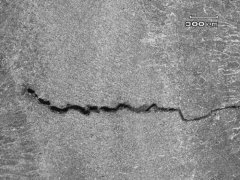
(1)渗透探伤(PT)采用带有荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透作用,来显示焊接接头表面微小缺陷的无损检验法。检测时一要求被测表面平整光洁。此方法分为荧光探伤和着色探伤,无损检测资源网其中荧光探伤的测量精度较高,可达10μm。焊接构件表面检查常用着色法渗透探伤。
(2)磁粉探伤(MT)利用在强磁场中,铁磁材料表层缺陷产生的漏磁场吸附磁粉的现象而进行的无损检验方法。在有缺陷处,由于漏磁的作用会集中吸附撒上的铁粉。可根据吸附铁粉的形状、厚度和多少,来判断焊接缺陷的位置和大小。该方法不适用无磁性的奥氏体型不锈钢。
(3)射线探伤(RT)采用X射线或γ射线照射焊接接头检查其内部缺陷的一种无损检验方法。它能准确地显示出焊缝中焊接缺陷的种类、形状、尺寸、位置和分布情况。评定标准按《钢熔化焊对接接头射线照相法和质量分级》(GB3329-87)进行。该探伤方法长期操作,对操作者身体有一定的影响。
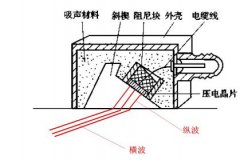
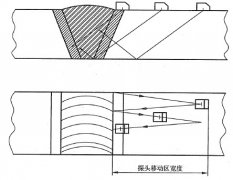
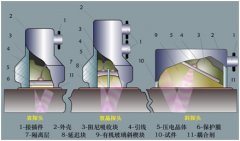
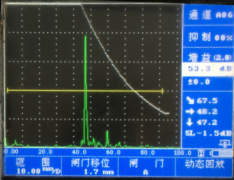
(4)超声波探伤(UT)借助于超声波探伤仪来检测焊缝内部缺陷的一种无损探伤方法。电火花检漏仪 http://www.dianhuohuajianlouyi.com 此法适用于探伤厚板,可确定5mm以内缺陷。探伤周期短、成木低、设备简单,对操作者身体无害,但不能准确判断缺陷的性质。
|