手机版
手机版

 一、介绍
高压气瓶TOFD超声波检测仪采用我公司多通道数字式超声波探伤仪,该数字探伤仪具有4~256独立通道。高压气瓶超声探伤检测系统是与工业控制计算机联合使用且由计算机控制的虚拟自动化检测设备。他以数字化控制和数据采集与处理、波形显示为核心,由4路数控超声发射、接受调节、自动深度补偿。可实现闸门调节、探伤灵敏度和定量灵敏度调节、DAC曲线制作、声速设置与测试、零点调校、K值测试设置、深度定位等功能,每个通道均能实现独立完成探伤功能。
压气瓶超声探伤检测系统多通道数字式超声波探伤系统具有结构紧凑、功能齐全、灵敏度和分辨率高等优点,同时也具备有报警、浮动波门等功能。系统采用模块式结构,降低系统的故障率,方便升级、维修。
二、气瓶超声检测原理及检测方法
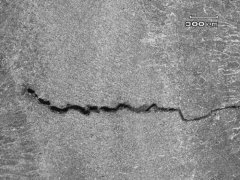
高压气瓶超声探伤检测系统由无缝钢管加工或者一次挤压而成,加工过程中可能会产生拉丝、淬火裂纹等缺陷,从而影响气瓶质量。目前,气瓶自动化检测的对象局限在瓶身上,对此,本方案采用无缝钢管的一般检测方法。
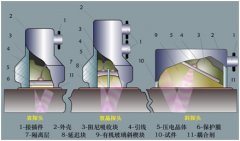
在超声检测中采用喷水的检测方法,探头为了提高检测的可靠性,外加水套。
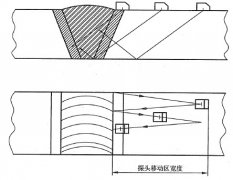
任何一种形状的缺陷都可以影射为轴向或径向的缺陷,根据通常的爆破实验可以知道,轴向缺陷是气瓶存在的主要缺陷,为提高可靠性的保证,本方案中使用两个通道检测轴向缺陷,两个通道检测径向缺陷。
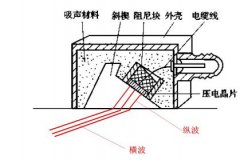
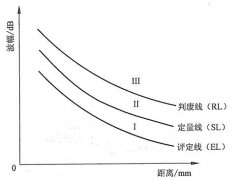
高压气瓶超声探伤检测系统气瓶的检测***常用的方法为横波周向、轴向探伤法。喷水探伤是将探头放置在气瓶上方一定的高度,喷水形成水层,利用纵波倾斜入射到水/钢界面,当入射角适当时,可在气瓶内实现纯横波检测。
三、参数指标
l 仪器的工作频率: 1-8MHz
l 仪器增益:100dB,***小步进0.1
l 重复频率:10KHz
l 探伤灵敏度余量:≥52dB
l 垂直线性误差:≤4%
l 水平线性误差:≤0.3%
l 动态范围:≥30dB
l 分辨率:≥34dB
l 电噪声电平:≤15%
l 波形采样率: 100MHz
l 检测通道数:8CH
l 波形显示窗口:8
技术性能
1、适用材料:30CrMo
2、瓶体长度:800mm-2400㎜
3、瓶体直径;φ219mm—φ406㎜
4、瓶体壁厚;4—15㎜
5、检测速度: 1.5分钟/支(φ279-300mm),2分钟/支(φ325-406mm)
6、表面状态:经抛丸处理,无氧化皮
7、探伤灵敏度:人工伤深为壁厚的5%,有效长为30㎜
8、管端不可探测区:≤100㎜
9、电源:~380V/30KVA、~220V/5KVA、电压波动±10%
10、气源:用量1000L/min,压力0.4-0.7Mpa
11、探伤水源:采用工业自来水循环利用
12、自动上、下料、自动探伤、自动分选
13、系统的总重量约:3000Kg;
14、总体尺寸约:长7000mm*宽2500 mm *高2200 mm;
15、执行标准:JB4730-2005(Ι级),GB/T5777-96(C5级)
16、满足GB/T5777—1996标准C5级中航空不锈钢管的要求
17、适应标准:GB/T5777—1996标准钢管超声波检验方法
18、验收标准:YB4082—2000
四、探伤工艺
整个工艺过程大致分为三个部分:
第一部分:进料区域
待测的气瓶依次排列在待测平台,一般排列5支气瓶即可,当检测区域处于空载状态时,同时检测区域的限位气缸和下端气缸到位,上料气缸运作,将一个工件装入进料区域,由电机驱动,进给辊传动进入检测区域。
第二部分:检测区域
工件进入检测区域前,限制工件定位的阻挡气缸运作,工件由电机和进给辊驱动到位,给出一个到位信号,这时驱动前进的电机停止运作,接着,底部支撑气缸和上端探头气缸同时下降,工件落在旋转驱动轮上的同时,旋转驱动轮和探头机构被各自的驱动电机驱动运作。当探头机构前进一定距离,给出到位信号,旋转驱动轮和探头机构同时停止运作,接着限位气缸下降,底部支撑气缸和上端探头气缸上升,气缸的到位信号接收到后,此区域的进给辊工作,工件进入卸料区。
第三部分:卸料区域
工件在检测区域的限位气缸落下时,得到主机给出的一个关于此工件是否合格的信号,如果是合格工件,卸料区的限位气缸不运作,如果是不合格的工件,卸料区域的限位气缸运作,且当工件到位,给出一个到位信号后,卸料气缸运作,将工件搬离卸料区,放到缺陷区域,等待处理。
第四部分:打标记系统
当气瓶被检测出有某种缺陷时并达到判废标准时,标记系统会自动在缺陷附近做出标记,以遍进一步核查。每组探头设置一个标记器,无论是哪一组探头检测出来的缺陷都能精准定位,大大提高复检的工作效率。
|