手机版
手机版

|
1.铸件的特点及常见缺陷
铸件是将金属或合金熔化后注入模中冷却凝固而成的,铸件具有如下特点:
(1)组织不均匀
液态金属注入铸模后,与模壁首先接触的液态金属因温度下降更快且模壁有大量固态微粒形成晶核,因此很快凝固成为较细晶粒。随着模壁距离的增加,模壁影响逐渐减弱,晶体的主轴沿散热的平均方向生长,即沿与模壁相垂直的方向生长成彼此平行的柱状晶体。在铸件的中心,散热已无显著的方向性,冷却凝固缓慢,晶体自由地向各个方向生长,形成等轴晶区。显然,铸件的组织是不均匀的。并且一般来说,晶粒比较粗大。
(2)组织不致密
液态金属的结晶是以树枝状生长方式进行的,树枝间的液态金属最后会凝固,但树枝间很难被金属液体全部填满,这就造成了铸件普遍存在的不致密性。另外,液态金属在冷却凝固中体积会收缩,如果得不到及时、足够的补充,也可形成疏松或缩孔。
(3)表面粗糙,形状复杂
铸件是一次浇铸成型的,形状往往比较复杂且不规则,表面常常难以加工。
(4)缺陷的种类和形状复杂
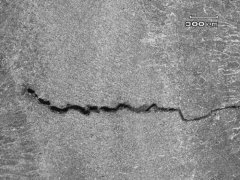
铸件中主要的缺陷类型有:孔洞类缺陷(包括缩孔、缩松、疏松、气孔等)、裂纹冷隔类缺陷(冷裂、热裂、白点、冷隔和热处理裂纹)、夹杂类缺陷以及成分类缺陷(如偏析)等。由于应力的原因,裂纹多出现于冷却速度快、几何形状复杂、截面尺寸变化大的铸件中,是具有危险性的缺陷。
2.铸件超声检测特点
上述铸件的特点,给超声检测带来了不利的影响,形成了铸件超声检测的特
殊性和局限性。
(1)超声波穿透性差
铸件中粗大的晶粒、不均匀的组织、粗糙的表面都会导致超声散射增大,声能损失严重,与锻件相比,铸件的可探厚度减小。另外粗糙的表面使耦合变差,也是造成铸件检测灵敏度低的原因。
(2)杂波干扰严重
铸件中的组织不致密和不均匀,以及晶粒粗大,都会使超声波产生严重的散射,被探头接收后,在荧光屏上将显示为较强的草状杂波信号;粗糙的铸造表面对声波的散射也会形成杂波信号;另外,铸件形状复杂,也非常容易产生外轮廓反射回波以及迟到回波。这些干扰信号可能会妨碍缺陷信号的识别。
(3)缺陷检测要求较低
铸件中一般允许存在的缺陷尺寸较大,数量较多,特别是工艺的检测,有的只要求检出危险性的缺陷,以便修补处理。
3.铸件的超声检测常用技术
根据铸件的不同情况,可选择相应的检测技术
(1)缺陷反射波法
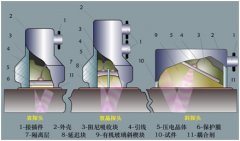
对于厚度较大,表面较光滑的铸件,可采用纵波直探头,通过观察一次底面回波之前是否出现缺陷信号进行检测。如需要检测裂纹,或由于形状和缺陷取向原因无法采用纵波检测的部位,可采用斜探头检测。要检测近表面缺陷,可采用双晶探头。
(2)二次缺陷反射波法
对于厚度不大,表面较粗糙的铸件,可采用纵波直探头检测,通过观察一次底面和二次底面回波之间是否出现缺陷信号进行判断。
(3)多次回波法
对于厚度减薄,材质均匀,检测面与底面平行的铸件,可采用纵波直探头,通过底面多次回波法检测
(4)分层检测法
厚度特大的铸件,如果用缺陷回波法检测,通常检测灵敏度需按最大厚度调整,这就使得仪器增益必须设置的很大,根据超声波的衰减特性,这样势必造成靠近表面位置的信号幅度过高,散射引起的杂波信号幅度也过高。如果该部位存在缺陷,则缺陷信号将混于杂波信号中,无法分辨。因此对于厚度特别大的铸件,一般采用分层法检测,即检测时将铸件厚度分为若干层,每一层分别采用该层的深度调整灵敏度进行检测。对于近表面层,由于该层厚度小,声衰减较小,需要的仪器增益相对较低,杂波幅度也相应下降,采用一般全厚度检测的缺陷回波法无法分辨的缺陷,此时有可能被观测到。这样既满足了深层缺陷检测灵敏度要求,也解决了较小厚度部位的缺陷检测问题。可见,分层检测法是解决铸件检测时杂波干扰的一种有效措施。
▼ ▼ ▼
在实际检测时,利用仪器的距离幅度补偿(DAC)功能,不分层检测,也可达到与分层检测同样的效果。
4.铸件的检测条件的选择
(1)探头
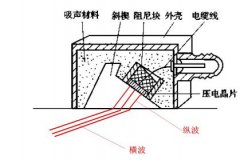
铸钢件检测,一般以纵波直探头为主。辅以横波斜探头和纵波双晶探头。
铸钢件晶粒比较粗大,衰减严重,宜选用较低的频率,一般为0.5~2.5MHz。沧州欧谱对于厚度不大经过热处理的铸钢件,可选用2.0~2.5MHz;对于厚度较大和未经过热处理的铸钢件,宜采用0.5~2.0MHz。纵波直探头的直径一般为φ10mm~φ30mm,横波斜探头的折射角常为45°、60°、70°等。
关于探头的选择方式可参照文章《常用超声波探头的选择方法》
(2)试块
纵波直探头检测常用ZGZ系列平底孔对比试块。试块材质与被检铸钢件相似,不允许存在φ2mm平底孔缺陷。试块平底孔直径d分别为φ3、φ4、φ6等三种。平底孔声程l为25、50、75、100、150、200六种。试块用于测试距离—波幅曲线和调整检测灵敏度。
(3)检测表面和耦合剂
铸钢件表面粗糙,耦合条件差,检测前应对其表面进行打磨清理,要求粗糙度Ra不大于12.5μm。
铸钢件检测时,常用黏度大的耦合剂,如浆糊、黄油、甘油、水玻璃等。 (4)透声性测试
铸钢件晶粒较粗,组织不致密,对声波吸收和散射严重,透声性差,对检测结果影响较大。一般检测前要测试其透声性。铸钢件透声性可用纵波直探头测试。将探头对准工件底面,用衰减器测出底波B1与B2的dB差即可。为了减少测试误差,一般测三点取平均值。测得的dB值越大,说明透声性越差。
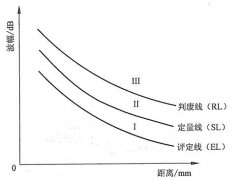
5.距离—波幅曲线测试与灵敏度调节
根据检测要求选定一组平底孔对比试块(平底孔直径相同声程不同),测出工件与对比试块的透声性和耦合损失差△dB。将探头置于厚度与工件相近的试块上,对准平底孔,调节仪器使平底孔最高回波达10%~20%,将探头分别对准不同声程的平底孔,标记各平底孔回波的最高点,连成曲线,从而得到该平底孔的距离—波幅曲线(即面板曲线)。用衰减器增益△dB,这是灵敏度就调好了。为了便于发现缺陷,有时再增益6dB作为扫查灵敏度。
6.缺陷的判定和测定
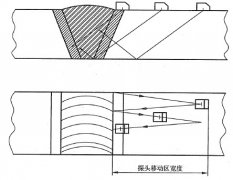
探头按选定的方式进行扫查,相邻两次扫查重迭15%,探头移动速度≤150mm/s。扫查中根据缺陷波高和底波降低情况来判别工件内部是否存在缺陷。以下几种情况要作为缺陷记录。
7.铸钢件质量级别的评定
|