手机版
手机版

|
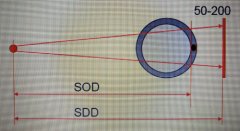
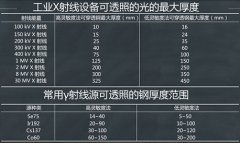
在中、小型空气分离设备中,常遇到10mm以下铝合金薄板焊接接头的X射线检测。沧州欧谱与碳合金钢焊接接头X射线检测比较,在检测工艺、射线成像和主要缺陷等方面都存在较大的差异。对此作初步分析: 1 检测原理 X射线检测是利用X射线穿透物体,使照相胶片感光而产生可见图像来检查物体内部缺陷。X射线在穿透物体时会被吸收、散射,使强度衰减(如图1)。 设射线未穿透物体时,在某一点P0的强度为I0,穿透物体后在P点的强度为I,则I和I0的关系可用下式表示: I= (1+n)I0e-μT 式中:μ——吸收系数(或衰减系数); e——自然对数的底(e=2.7183); T——穿透的物体厚度; n——散射比。 物体对X射线的吸收取决于其厚度、密度和物体的吸收系数。如图2所示几种物质的吸收系数。沧州欧谱从图2可见,一定能量的X射线穿透厚度相同的铝和钢物体时,铝的吸收系数较小,而透过的射线强度较大。要产生相同的射线照相结果,就需提高kV值,或爆光量,或两者。 表1为经过近似的射线照相当量因子。 材料 管电压(kV值) 100 150 220 铝 1.0 0.12 0.18 钢 12 1.0 1.0 注:在100kV时,基准材料为铝;100kV以上,基准材料为钢。 因此,铝合金与碳钢材料X射线检测存在较大的差异。 2 射线透照条件的确定 l.能量的选择 射线照相之所以能发现物体内部存在的缺陷,是由于缺陷部分和无缺陷部份在底片上产生了黑度差——底片对比度,可表示为: △D=-0.434μγσ△T/(1+n) (2) 式中:γ-胶片梯度; σ-修正系数; △T-厚度差。 为了清晰显示厚度为△T的微小缺陷,必须提高底片对比度△D。要提高△D,按 式(2)需提高μγσ值,减少n值。由于射 线检测所使用的射线源种类(即射线线质)不同,μ、n值是大不相同。 透照铝合金焊接接头时宜采用软X射 线机。软X射线机使用铍窗口的X射线管, 可减少自身对X射线的吸收。图3表示两种 X射线机吸收曲线,如透照相同厚度的铝 材,用普通透照碳钢的X射线机要得到与 软X射线机透照相同的透射线量率,必须提高管电压,就回使底片对比度降低。 但实际工作中,由于条件的限制,透照 铝合金焊接接头X射线机,常使用普通透 照用的X射线机,则需确定较合适的曝光条件。 ——为软X射线机——为普通X射线机 到达X射线胶片X射线强度随管电压、 管电流和焦点——胶片之间的距离的不同而 变化。沧州欧谱如图4,两种不同电流下工作X射线 管辐射谱曲线和两种不同电压在相同电流下 工作X射线管的辐射能谱曲线。 从上图(a)可知,改变管电流只改变 射线束强度而不改变X射线质,图(b)可 知,改变管电压是不仅影响射线线质,而且 也影响其强度。 用透照碳钢的射线机透照铝合金材料 时,需用较大的管电流和较低的管电压。即 使X射线束具有较长的波长、较低的能量, 而射线束强度较大。 2.胶片、增感方式和暗室处理 由于铝合金焊接接头在X射线底片反 差较小,即对比度差,为此需使用反差较大的胶片(如天津V型胶片),即γ增大,△D也增大。实际工作中常使用的是天津Ⅲ 型胶片,则需根据胶片的特性曲线确定其最大胶片梯度,根据底片黑度D要求,确定 其曝光条件。胶片的丁值与暗室处理的显影 液成分和湿影时间有关,使用提高反差的显影液可以得到对比高度的胶片,适当增加显 影时间,可使胶片了值有所提高。 在一般企业中,无软X射线线机,同 时因产品材质较多(常规为碳钢),使用的 胶片为Ⅲ型。沧州欧谱使用一般工业X射线机检测 铝合金焊接接头必须制订合理的X射线检 测工艺。为此,用普通2515型X射线机进 行以下试验: X射线设备:XY--2515型(上海产) 试样:平板对接 材质:LF2,厚度6mm 焊接方法:单面焊双面成型 焊缝余高:1mm+0.5mm 胶片和显影配方:天津Ⅲ型, 显影温度 19—20℃ 焦点一胶片距离:600mm 前/后增感屏:0.03mm/0.1mm 试样缺陷和长度:裂缝37.4mm 管电压:60kVp 象质计:A1一Ⅲ型 通过改变管电流、曝光时间、增感方 式,测定底片的黑度、韦氏硬度计http://www.weishiyingduji.cn 象质计指数和缺陷检 出长度,其数据表2所示。 表2 管电流、曝光时间和增感方式对裂纹检出率的影响 底片 编号 管电流(mA) 曝光时间(min) 底 片 黑 度 象质计 指数 裂缝 长度(mm) 裂纹检出率(%) 增 感 方 式母材(最高值) 焊 缝 中心 最低值 1 15 1 2.20 1.48 1.21 16 35 93.58 无 2 10 1.5 3.50 3.12 2.92 16 35 93.58 无 3 15 0.8 1.89 1.36 1.16 16 33 88.23 无前增感屏有后屏 4 10 1.2 2.94 2.55 2.40 16 34 90.91 无前增感屏有后屏 5 15 0.6 0.79 0.62 0.56 12 30 80.02 有前、后屏。 |