手机版
手机版

|
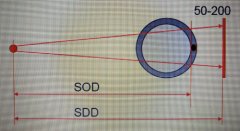
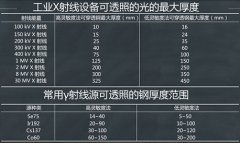
摘要 对于管座式角焊缝射线探伤存在的薄弱的环节,提出采用双壁单影+双胶片射线探伤工艺及其可行性的研讨。经现场多次验证,取得良好效果。该方法弥补了管座式角焊缝内部的质量检验,保证了角焊缝内部的质量,为使用单位提供了极高的安全保障。 关键词 射线探伤 管座式角焊缝 双壁单影 双胶片 前言 管座式角焊缝在我炼化公司生产、辅助车间及储运车间的压力管道中被大量运用,沧州欧谱而且都是处于高温、高压、腐蚀性介质的恶劣环境中,经常发生泄漏事故,给公司生产及群众生命财产带来极大的安全隐患。然而,管座式角焊缝内部的质量检验,在我公司乃至国内众多企业,都是一个薄弱的环节。 管座式角焊缝的无损检测,通常运用MT、PT、UT三种检测法。但在我厂众多的Dg250、Dg200、Dg150、Dg100、Dg50的管座式角焊缝,由于受到管径及现场安装条件的限制;以及JB/T4730-2005标准规定,内径小于等于200mm的管座式角焊缝不能运用UT检测 【1】;而MT和PT只能检验角焊缝表面缺陷。因此,本人经过长期试验及查阅国内外大量无损检测书籍,结合本单位现有的定向X射线机,总结出管座式角焊缝双壁单影+双胶片射线透照探伤工艺。经现场多次验证,取得良好效果,本文就其合理性及可行性进行研讨。 1.管座式角焊缝射线探伤技术 管座式角焊缝按照主管与支管安装方式,分为插入式管座角焊缝和骑座式管座角焊缝(焊件结构见图1)。但是,在我厂压力管道使用上,为保证焊缝全焊透,多使用插入式安装,焊件坡口开在主管上,坡口角度多为45°~50° 【2】,焊后将其表面修磨成圆角,避免在使用中产生应力集中,从而导致焊接接头失效。同时,焊脚高度应不低于支管壁厚度值,以保证角焊缝的焊接质量。 1.1 管座式角焊缝射线探伤示意图(见图2和图3) 1.2 管座式角焊缝射线探伤工艺 1.2.1 管座式角焊缝透照方式的选择 对于这种特殊的焊接试件,选择合理的透照方式至关重要。它直接影响到射线照相缺陷检出力的问题。为提高管座式角焊缝的透检效率和提高射线照相质量,如果具有小焦点棒阳极X射线管(焦点尺寸0.1~0.5mm),可采用单壁内透法透照。当设备条件不能满足单壁透照要求时,管座式角焊缝射线透照只能选用双壁单影法透照。 1.2.2 照射角和焦距的选择 管座式角焊缝不同于普通的对接焊缝,通常只开单边坡口,在焊接过程中,焊缝根部很容易产生未焊透和未熔合两种严重的焊接缺陷,严重地影响焊接接头内在质量。另外,管座式角焊缝有着较大的透照厚度变化。综上考虑,为保证查出焊缝根部的面积型缺陷及兼顾到透照厚度比问题,管座式角焊缝射线探伤照射角度应为45°。 焦距对射线照相灵敏度的影响主要表现在几何不清晰度上,对于管座式角焊缝,由于特殊的试件形状及射线透照方式,因而,在对管座式角焊缝进行双壁单影拍片时,应选择较小的焦距。在实际拍片时,把射线机窗口紧靠在管座式角焊缝的主管上,且焊缝角平分线与射线机焦点的连线应垂直于射线机窗口。此时,焦点至角焊缝圆角表面的距离即为射线透照时的焦距。 1.2.3 射线能量的选择 选择X射线能量的首选条件是具有足够的穿透力。沧州欧谱X射线的穿透力取决于管电压。从灵敏度角度考虑,X射线能量的选择原则是在保证穿透力的前提下,选择较低的射线能量。但是,管座式角焊缝属于大厚度比试件,因此,在对管座式角焊缝实际拍片中,为了提高射线照相的宽容度及降低散射比,减少边蚀效应,管电压的选定,在保证不超过材料厚度允许使用的最高管电压的前提下,尽量使用较大的管电压。 1.2.4 胶片的选用 对于管座式角焊缝射线探伤,可选用两种不同感光度的胶片或同种胶片进行拍片。其目的是用于平衡透照厚度宽容度与探伤灵敏度的矛盾关系,也使透照厚度较大部位的黑度不低于许用的黑度的下限值,且IQI灵敏度不低于标准规定值。 1.2.5 管座式角焊缝的有效焊缝长度(Lw)和一次透照长度(L3/)的确定 管座式角焊缝是特殊的焊接试件,因为焊缝长度的准确性,将直接影响到一次透照长度和射线照相对比度,如果一次透照长度过短,浪费成本;一次透照长度过长,影响透照厚度比和检出角,降低射线照相底片对比度,影响了底片上缺陷的检出力。管座式角焊缝的焊缝有效长度(Lw)应按下列公式计算 【2】 <1>当D/d≥1.54时 Lw=(3.25-0.025D/d)*(0.534/sinθ+0.466)d <2>当D/d<1.54时 Lw=(3.81-0.389D/d)*(0.534/sinθ+0.466)d 式中:Lw--管座式角焊缝有效焊缝长度 D -–主管直径 d--支管直径 θ—主管与支管的夹角 一次透照长度即焊缝射线透照一次透照的有效检验长度,管座式角焊缝最少曝光次数N/和一次透照长度L3/可参照环缝透照的公式求出 【3】: N=180。/α α=θ+η θ=Cos-1【1+(K2-1)*T/D】/K η=Sin-1(D*Sinθ/2F-D) L3=πD/N N/=Lw/L3 L3/=Lw/N/ 式中:A、AB级照相时,K取1.10 B级照相时, K取1.06 F—焦距 D -–支管直径 T—支管壁厚 α-圆心角 θ-影像最大失真角 η-有效半辐射角 K-透照厚度比 L3-一次透照长度 N--焊缝曝光次数 L3/-管座式角焊缝一次透照长度 N/-- 管座式角焊缝曝光次数 2.实例 为很好验证双壁单影+双胶片射线透照技术在实际工作中的可行性,在此以φ219×8(主管)和φ159×6(支管)的钢管组成的插入沧州欧谱式管座角焊缝为例,透照条件和技术参数见表1,透照结果见表2,透照底片见图4,底片黑度测点位置见图5, 各底片的实际位置见图6。进行射线透照,再分别测每张底片的黑度D,在进行分析, 表 1 透 照 条 件 技 术 参 数 射线机型号 250EG-S2 主管规格 Ф219*8mm 管电压 200kv 支管规格 Ф159*6mm 焦点尺寸 2.0*2.0mm 透照角度 (α) 45° 曝光时间 3min 最少曝光透照次数 7次 焦 距 560mm 一次透照长度 71mm 焊接方法 单面焊 实际透照次数N/ 8次 坡口形式 V型 实际一次透照长度L3/ 65mm 显影时间 3 min 焊缝长度 499.26mm 胶片类型 AGFA 有效焊缝长度Lw 520.6mm 透照方法 双壁单影 有效透照厚度 26 mm 表 2 底片序号 黑度值 底片位置 支管黑度 D1 主管黑度 D2 左搭接焊缝黑度D3 右搭接焊缝黑度D4 焊缝中心处黑度D5 第一张 前屏底片 2.88 2.78 2.05 2.06 2.16 后屏底片 2.82 2.75 1.94 1.91 2.01 第二张 前屏底片 2.76 1.45 1.20 0.99 1.28 后屏底片 2.64 1.35 1.08 0.85 1.18 第三张 前屏底片 2.86 1.41 1.36 1.43 1.39 后屏底片 2.77 1.32 1.21 1.23 1.29 第四张 前屏底片 2.91 1.77 1.47 1.54 1.57 后屏底片 2.84 1.65 1.40 1.50 1.48 第五张 前屏底片 3.02 2.96 1.85 1.73 1.97 后屏底片 2.97 2.80 1.69 1.56 1.88 第六张 前屏底片 2.98 1.64 1.46 1.47 1.33 后屏底片 2.57 1.48 1.15 1.42 1.25 第七张 前屏底片 2.94 1.57 1.54 1.34 1.65 后屏底片 2.86 1.43 1.38 1.26 1.39 第八张 前屏底片 3.14 1.84 1.42 1.80 1.62 后屏底片 3.01 1.68 1.33 1.57 1.48 图4(注:图4为双底片观察图谱) 由表2和图4可知,双壁单影+双胶片射线透照技术能大大改善角焊缝在底片上的影像质量,提高了底片对比度,提高了影像识别能力,利用双胶片,能改善底片上黑度反差,弥补了底片上厚薄区域缺陷的识别和评定。 3.底片评定的综合分析 管座式角焊缝的射线透照与对接焊缝不同,其射线底片有关缺陷图象的解析也存在较大的差异。例如未焊透在对接焊缝中的图象是一条细直线,清晰可见,易于检出,但在角焊缝中情况就不同了。由于缺陷的走向与射线束方向近于垂直且间隙小,在射线底片上很难显示和检出,缺陷形态模糊不清;穿透性气孔在对接焊缝中的图象为深黑色圆点,按圆形缺陷评级。但穿透性气孔在角焊缝中却是呈现柱状孔洞,且垂直于焊道,应按条状缺陷评级。若其长度超过焊脚高度尺寸的一半时,应考虑针孔贯穿的可能性,评级上应判为不合格。 角焊缝中的裂纹的图象更是形态各异。随着不同的透照角度,而呈现出多样的图形,沧州欧谱甚至难以检出。显然,角焊缝射线透照,对底片的解析,应把接头的形状、射线束入射角、缺陷产生部位、缺陷产生的机理加起来综合分析。 4.小结 综上所述,管座式角焊缝复杂的接头形式给射线照相和底片评级带来不利的影响。但是,通过双壁单影+双胶片法射线透照技术能有效提高管座式角焊缝射线透照对缺陷的检出力,提高了缺陷的影象衬度,在实际生产检测中,有较高的实用价值。 参考文献: [1]. JB/T4730-2005《承压设备无损检测》 [S] 国家发展和改革委员会 2005.11.01 [2].《韦氏硬度计http://www.weishiyingduji.cn 焊接手册》(第2、3卷 材料的焊接)[Z] 中国机械工程学会焊接学会编 机械工业出版社 北京 2001.8 [3]. 《射线检测》 [Z] 全国锅炉压力容器无损检测人员资格检定考核委员会编写 云南科技出版社 2001.10 |