手机版
手机版

|
摘要:X射线检测实时成象与计算机图象处理技术是一项新兴的无损检测技术。本文介绍了该技术在液化石油气钢瓶焊缝探伤中的工艺评定和试用情况。试用结果表明,用该技术所采集图象的质量可与X射线照相底片质量相当。它与照相方法一样具有直观、准确、可靠、有档案可查等特点,而且更具有检测速度快、成本低的优点。
主题词:X射线 计算机 图象 工艺
1.概述:
X射线检测实时成象及计算机图象及计算机图象处理技术(简写为XRTIP)是粗糙度测量仪 http://www.cucaoduceliangyi.com 八十年代中期以来国际上新兴的一项无损检测技术,它的工作原理是将光电转换技术和计算机数字图象处理技术相结合,把不可见的X射线图象经增强方法转换为可的视频图象,再经计算机对图象进行数字化处理,使视频图象的对比度和清晰度达到X射线照相底片的影象质量,从而提高了探伤灵敏度和缺陷识别能力,探伤结果用计算机进行辅助评定,图象可长期保存在计算机磁带或光盘上,可代替射线照相的底片,从而实现了X射线探伤方法的电脑化和自动化,其工作原理见图1。

图1 XRTIP工作原理图
在有关部门的支持下,我们把该技术试用于液化石油气钢瓶焊缝的探伤,现将试用情况报告如下。
2.试用方案
由于XRTIP是一项新技术,尚无经验可借鉴。我们在工艺试验取得成功的基础上,将该技术试用于液化石油气钢瓶(简称“钢瓶”)焊缝的探伤,首先制订试用方案。
2.1 试用目的:通过批量试用,希望:
(1)获得较好的工艺方案和工艺参数
(2)获得较好的图象质量
(3)找到影响图象质量的主要因素及相互关系
(4)了解XRTIP图象对焊缝缺陷检出情况及计算机辅助评定情况
(5)积累数据,为正式应用提供依据
2.2 设备
2.2.1 X射线探伤机 采用国产XG150-20/4型直流稳压X射线探伤机,选用0.4×0.4mm小焦点。
2.2.2 图象增强器 采用国产23×24型X射线图象增强器,输入屏直径215mm ,输出图象直径20mm ;其尾部装有国产XTV-ZHD5401型高清晰度电视摄象机。
2.2.3 计算机 配有两台386型微型计算机,一台用于图象处理,另一台用于图象评定。
2.2.4 机械工装 制作一个机械转台,钢瓶置于其上,按若干等分(例如12等分)转动一周,每次转动的定位误差小于3mm
2.3 探伤对象 YSP-15型液化石油气钢瓶,母材厚度3mm ,外径320mm ,钢瓶由上下封头组装而成,环焊缝为缩口(垫板)单面自动焊。
2.4 标准 由于目前尚无焊缝射线实时成象检验的国家标准,为此,探伤工艺部分参照采用GB3323-87标准,并参照采用英国BS7009-1988标准《焊缝射线实时成象检验应用导则》和美国ASTME1000-89标准《射线实时成象标准》;焊缝质量等级评定等同采用GB3323-87标准。
2.5 图象记录 采用进口的DC6 150M计算机磁带。
2.6 其他 钢瓶生产的日常探伤仍按X射线照相方法进行,XRTIP采集的图象与照相底片进行对比分析。
3.工艺分析
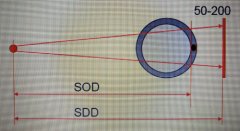
在射线照相方法工艺中,胶片是紧贴探伤工件背面的,所拍摄的探伤底片图象的大小与工件大小几乎是一致的。然而在XRTIP检测中,被检测工件不可能象胶片那样紧贴在图象增强器的输入屏表面上,它只能置于X射线源(焦点)至图象增强器之间的某一位置上,根据几何投影的原理,XRTIP图象总是放大的,如图2所示:
图2 图象放大投影几何图
图中:
L —— 焦点至增强器输入屏表面的距离
L1 —— 焦点至较近射线源工件表面的距离
L2 —— 较近射线源工件表面至增强器输入屏表面的距离
根据几何投影原理,图象放大倍数M为:

图象放大作用不仅仅是由于几何因素所决定,更主要是为了提高图象质量。由于X射线经图象增强器增强和荧光屏多次转换,荧光屏上的图象的清晰度会有所下降。图象总不清晰度Uo 受几何不清晰度和荧光屏固有不清晰度的影响,但是这个影响又不是简单的算术相加,它等于几何不清晰度Ug 和荧光屏固有不清晰度Uf 的立方和的立方根,即:
荧光屏固有不清晰度与荧光物质的颗粒度大小及X射线管电压有关,在一般情况下,荧光屏固有不清晰度至少有0.3mm 。为了提高图象清晰度,在技术处理上,荧光屏固有不清晰度可以通过计算机的多次处理来减小或消除,另一个办法是通过投影放大技术将图象在主转换屏上放大,使图象中原来细小的象素放大而变得清晰易于辨别。为了降低无损检测资源网总不清晰度而又不产生过大的附加不清晰度(即几何不清晰度),这就需要采用小焦点或微焦点的X射线源。当采用小焦点X射线源之后,几何不清晰度影响作用要小于荧光屏固有不清晰度的作用。所以,在一般情况下(指X射线源焦点较小和放大倍数不很大时),通过图象放大技术可以改善图象的清晰度。但是,图象放大之后,焊缝的有效检测长度将会减少,每次可检长度为相同条件下所拍底片长度的1/M 。
4.工艺方案
由钢瓶几何形状所决定,XRTIP探伤只能采取双壁单影透照方式,但其透照工艺与照相法有所不同。在照相法中,胶片是紧帖在远离射线源的焊缝表面上,而在XRTIP方法中,考虑到图象的放大倍数较大,探伤部位宜以接近射线源的焊缝为准。见图3中的方案(1)。
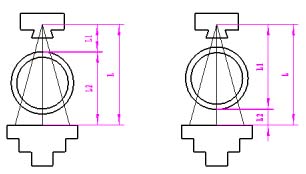 图3 工艺方案
出于设备安全的考虑和工装位置的限制,钢瓶与X射线管和图象增强器之间应保持一定距离。例如:为了保证2.5倍的广大倍数,在方案(2)中选取L1 = 400mm ,则L = 1000mm ;而在方案(1)中选取L2 = 400mm ,则L = 667mm 。显然在保证透照K值和获得相同放大倍数的前提下,选用较小焦距(L)是比较经济的。因此,采用方案(1)是合理的。此时在考核象质计灵敏度时,透照厚度应为双壁母材厚度加一个垫板厚度和一个焊缝余高,取TA = 11 mm 。
在试验的基础上,确定如下工艺参数范围:(1)放大倍数M = 2.1~3.0 ;(2)L1 = 350~500mm ;(3)L2 = 350~500mm ;(4)L = 650~1000mm ;(5)X射线管电压U = 100~130KV ;(6)管电流I = 3.0~4.0mA ;(7)X射线入射角α= 3~5° 。
图象质量考核指标:按3323-87标准AB级要求,象质指数达到13为合格;图象总不清晰度参照采用BS7009-1988标准的规定,Uo ≤0.2mm ,折算为图象分辨率为Uo≥16LP/mm(线对/毫米)为合格。
试验表明,当M≤2.0时,探伤部位宜以远离射线源的焊缝为准。见图3中的方案(2)。
5.工艺评定与工艺实施
工艺方案确定后,进行工艺评定。大量的试验表明,在各个工艺因素中,图象放大倍数M、被检焊缝至图象增强器表面的距离L2 、X射线管电压U和散射线屏蔽情况S等四个因素是可变因素,对图象质量影响较大;而X射线管电流I 、入射角α等因素对图象质量影响较小,L1 和L因素则随M和L2 的变化而变化,这些因素可视为固定因素。用正交试验法来优选工艺方案,在四个可变因素中每个因素选三个变量,运用Lq(34)正交表进行正交试验。试验方案如下:
从工艺试验结果看,第4号和第7号试验方案的图象质量都达到了预定的指标,说明工艺评试验效果较好,于是将第4号试验的工艺参数作为钢瓶探伤的正式工艺参数,即:M = 2.4 ,L2 =430mm ,L1 = 300mm ,L = 730mm ,U = 118 KV ,I = 4.0mA ,α= 4°,两个光栅屏数。
按照以上工艺拍摄的实时图象再经计算机32次叠加积分处理,图象灵敏度达到象质指数13+(13+ 表示第13号钢丝影象很清楚),图象分辨率达到18LP/mm ,焊缝检测长度92mm 。钢瓶置于转台上,每旋转30°拍摄一幅图象,一只钢瓶拍摄12幅图象,焊缝周长1020mm ,每幅图象有效检测长度为85mm ,整条焊缝不会漏检,透照K值符合要求。拍一幅图象大约要30秒钟(含辅助时间),检测一只钢瓶只需6分钟。图象能以正象或负象形式显示,焊缝的各种缺陷均能显示出来。
6.试用情况
6.1 焊制20只标样钢瓶,标样瓶焊缝内含有各种形式的气孔、夹渣、未焊透、未熔合、裂纹、咬边、凹陷、焊瘤、烧穿等人为缺陷,对标样瓶进行X射线照相方法拍片和XRTIP采集图象,一 一 对应建立原始资料,建立XRTIP计算机辅助评定的标样图象典型缺陷的评定模型。XRTIP探伤操作人员反复对照观摩标样瓶的底片和图象,熟悉图象所显示无损检测资源网的焊缝各种缺陷的形状和特征,建立感性认识并上升到理性认识。
6.2 在生产线上随机抽取近400只钢瓶进行X射线照相法探伤检验和XRTIP探伤检验,采集了4000多幅图象,底片和图象一 一对照,作好记录。
6.3 运用自行开发的计算机软件进行程序控制和图象评定。软件为汉语菜单提示,具有摄象、采集、图象评定、查询、编辑、图象放大、报告打印、图象转储等功能,探伤人员经短期培训后均能上机操作。
6.4 运用计算机进行图象辅助评定,软件具有图象放大、边界锐化、增强对比度、伪彩色处理功能,计算机程序上设有一把“标准尺”,对缺陷尺寸进行测量,精度为0.1mm ,图象评定快速准确。
6.5 对4000多幅图象进行计算机辅助评定,凡底片上显示的缺陷在图象上均能显示,甚至底片上显示不出来的细小缺陷,在图象上也能显示出来。探伤评片人员对4000多幅图象进行评定,与照相底片一 一对照,结果相当吻合。
6.6 评定结果打印成探伤报告,图象保存于计算机磁带上。一盘容量为150M的磁带可储存5000幅图象,相当于1500张80×300mm的X射线底片。
7.评述与建议
经过批量试用,可以认为:
XRTIP的图象质量与X射线照相底片质量相当,焊缝缺陷的检出能力与照相底片相当,可以代替拍片。
X射线检测实时成象与计算机图象处理技术与常规的X射线照相方法同样具有直观、准确、可靠、有档案可查的特点,而且更具有检测速度快、检测成本低的优点,是一项很有推广价值的新技术。
由于XRTIP应用了许多高新技术,因而附加值相应较高,在目前情况下设备一次性投资较大,但着技术的普及和推广应用,相信造价会下降。由于它具有较多优越性,特别是可以代替拍片,对于一个具有中等探伤量的企业来,仅节约胶片、药品的费用,一至两年就可以收回投资。
从试用情况来看,XRTIP检测的硬件和软件水平基本能满足工业生产现场检测的实用要求,建议上级主管部门批准在条件成熟的单位应用该技术。
由于XRTIP是一项新的无损检测技术,建议有关部门加强XRTIP技术的研究,培训人材,普及知识。
建议有关部门尽快制定射线实时成象与计算机图象处理技术标准,以便依照执行。
建议探伤机厂尽快研制较大功率的直流X射线探伤机和较大视野的图象增强器,以代替进口。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||