手机版
手机版

|
所谓“最佳放大倍数”问题
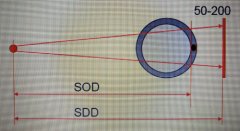
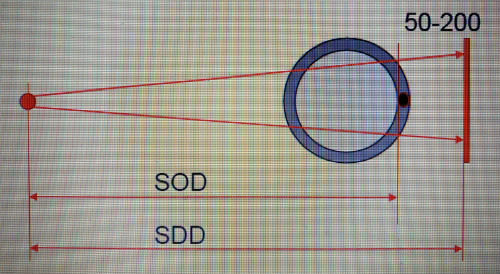
一、所有DR检测都采用几何放大的透照布置,这个放大是被迫的。
(1)因为怕探测器被碰坏,探测器要离开工件一些距离;
(2)这个距离一般取50-200mm;
(3)源到探测器距离(SDD)肯定大于源到工件距离(SOD)
(4)几何放大系数M=(SDD)/(SOD)必然大于1。
二、由于焊缝DR采用的不是微小焦点源,所以几何放大对成像质量没有好处。
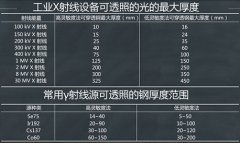
(1)目前现状是,焊缝检测的DR技术所使用的射线源焦点尺寸d比探测器像素尺寸SRb要大10倍以上——探测器像素尺寸SRb=0.2mm或者更小;而X射线机或放射源的焦点尺寸d=2mm左右。
(2)只有当射线源尺寸d小于像素尺寸SRb(或至少两者大致相当),几何放大才对影像分辨率有好处。
(3)当d大大大于SRb时,几何放大对空间分辨率没有好处,对灵敏度和信噪比也没有好处。
(4)从物理学光投影和生理学视觉原理分析:几何放大时,只有实影变大,放大才能取得好的效果。
(5)大焦点源如果采用几何放大的透照布置,实影会变小乃至消失,对影像清晰度、对比度、灵敏度均没有好处。
焦点<缺陷 焦点=缺陷 焦点>缺陷 焦点>>缺陷
实影放大 实影不变 实影变小 实影消失对比度降低
有好处 没有坏处 有一些坏处 有很大坏处
三、“最佳放大倍数”是DR理论研究过程中被扬弃的概念
(1)“最佳放大倍数”是早期DR理论研究曾经出现的概念;
(2)在早期数字射线研究文献和标准中曾经有过“最佳放大倍数”的内容和规定;
(3)早期文献标准规定的“最佳放大倍数”很小,仅为1.05-1.2。从数值上就能判断,如此小的放大对清晰度、灵敏度以及影像观察的改善基本没有效果,因此即使“最佳放大倍数”概念成立,也没有实用价值。
(4)近年的焊缝检测数字射线标准(例如ISO17636.2-2013)已经不提最佳放大倍数概念,也不把几何放大作为主要工艺参数。
四、小于像素尺寸的小缺陷在DR图像中会被放大,但这个放大不是几何因素造成的。
(1)像素是数字图像最小显示单元;
(2)一个像素只能显示一个灰度值;
(3)如果缺陷尺寸小于像素尺寸,并且该缺陷能够在DR图像中显示出来,则所显示的是一个放大的影像;
(4)例如:点状缺陷尺寸0.1mm,探测器像素尺寸0.2mm,如果该点状缺陷能够在DR图像中显示出来,则影像直径尺寸至少是0.2mm——因为0.2mm是最小显示单元。这时该点状缺陷的边长被放大2倍,面积被放大4倍,但该放大与几何因素无关。
(5)同样,直径0.05mm的金属丝在像素尺寸0.2mm的探测器上采集的图像,其影像宽度应该至少是0.2mm,即宽度至少放大了4倍。
五、由像素尺寸导致的小缺陷影像放大没有所谓“最佳”概念。
(1)如前所述,所谓“最佳放大倍数”的数值是1.05-1.2,而像素尺寸引起的小缺陷影像放大能达到2-4倍,后者比前者要大很多,因此跟像素尺寸放大的影响相比,几何放大的影响微不足道;
(2)DR图像中小缺陷影像放大是像素尺寸影响和几何条件作用的共同结果,两者相比,像素尺寸的影响更显著;
|