手机版
手机版

|
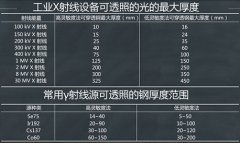
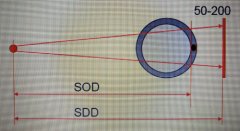
X射线无损探伤是一种常规的无损检测方法,它广泛应用于工业生产过程检验和在用产品检验。 沧州欧谱X射线无损探伤通常以胶片照相为主要方法,在检测速度和成本等方面已无法满足目前生产快速发展和竞争日益激烈的需要。一种新的X射线无损检测方法 X射线数字化实时成像检测技术已日渐成熟并已成功应用于无损检测工作中。X射线数字实时成像检测技术主要特点无需胶片照相,其原理与数码相机基本相同,检测结果的载体是数字图像。 1、实时成像的成像原理 简单的说实时成像技术就是指在曝光的同时就可观察到所产生的图像的检测技术。具体工作原理是通过控制器输出控制初级电压,给高压发生器的初级线圈以及X射线管灯丝电压,产生二次高压,通过高压电缆输送到X射线管而产生X射线。然后由图像增强器将其影像进行放大,放大的倍数决定于射线源与工件的距离和射线源与成像平面的距离。最后将其传输到显示屏上的过程。 2、X射线实时成像的检测工艺和过程 ① “动态灵敏度”和“静态灵敏度”众所周知,灵敏度指的是发现最小缺陷的能力,普通的照相方法一般采用象质计来判断灵敏度是否符合标准的要求。需要检测工序完成后才能依据标准判断底片是否达到标准要求。而实时成像最大特点是:“在动态中观察,在静态中评定”由此产生了动态灵敏度和静态灵敏度的概念。也就是说在成像的同时需要满足标准所要求的灵敏度以及在发现缺陷后在评定时也需要满足标准所要求的灵敏度。 ② 几何放大 根据X射线机头、被检焊缝和射线接收转换装置三者之间相互位置的关系,几何放大倍数M为: M=1+L2/ L1 L1表示X射线机焦点至被检焊缝表面的距离; L2表示被检焊缝表面至射线接收装置(图像增强器)表面的距离。 放大倍数M选取 最佳放大倍数为: M=1+(Uf/d)3/2 Uf表示系统固有不清晰度;(可在计算机中读取) D表示焦点尺寸。(通常X射线实时成像系统装有两个不同尺寸的焦点,沧州欧谱可根据探伤条件选择) ③ 透照方式 按照X射线源、焊缝和射线接收转换装置三者之间的相互位置关系,透照方式可分为纵缝照相法、环缝外透法、环缝内透法、双壁单影法和双壁双影法五种。 ④ 图像观察 应在柔和的环境下观察检验图像,图像可以采用正像和负像方式显示。观察是注意静态灵敏度是否符合标准的要求。 ⑤ 尺寸的标定和评定,用计算机提供的测量方法多次测量图像上试体放大或缩小比例,当测量值趋近于某一定值时,表示图像评定尺的标定结果已经准确,测量时,应选择缺陷尺寸较大的地方予以测量。最后依据标准进行评定是否合格。 3、X射线实时成像的图像特征和射线底片特征 显示的方式不同,射线底片是射线穿透被检查试件后照射在胶片上。使胶片产生潜影,经过显影、定影化学处理后,胶片上的潜影成为永久性可见图像。它在透照的过程中,随着焊缝内部缺陷的尺寸、形状、性质以及致密性的变化,在检测条件相同的情况下,衰减程度的大小也不同,衰减越小,黑度越大,衰减越大,黑度越小。因此黑度的大小也就成了射线底片缺陷性质判定的重要依据。而实时成像检测的图像是借助图像增强器放大后产生可存储的影像。随着焊缝内部缺陷的尺寸、形状、模具硬度计 http://www.mojuyingduji.com 性质以及致密性的变化,往往致密性越差的缺陷它的亮度就越亮,例如烧穿,这类缺陷导致焊缝强度完全丧失,图像也很亮。因此在进行图像评定时,缺陷亮的程度就成了实时成像缺陷判定的重要依据。 4、实时成像检测技术的发展前景 对于实时成像检测技术来说,现在,实时成像面临大好的发展机遇,经过长期的努力,实时成像已经广泛用于我国无损检测工作中,所我们应该加快基础理论学习、改进检测工艺技术,促进实时成像在无损检测技术有更大的发展空间。 |