手机版
手机版

|
斜探头组件由探头和斜锲组成,在超声无损检测领域中是非常重要的,常用于多种焊缝检测应用和金属板、金属管、金属坯以及锻件中垂直于表面的裂缝检测,也可用于机械加工零件与结构零件的检测。本篇文章是斜探头检测理论的一个简要回顾,以及专为帮助用户做的一些注释和小经验。
为何要使用斜探头组件?
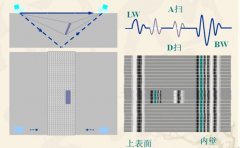
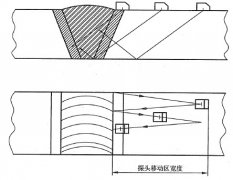
垂直于试件表面或与表面倾斜的裂纹和不连续性,因为它们关于声束的倾斜性,采用直探头检测技术通常不能发现。垂直裂纹不能从直声束反射任何大数量的声波能量,因为声束从比波长小得多的细小的尖端考察,而且倾斜的裂纹可能不能朝着探头方向反射回任何能量。这种情况发生在多种裂缝、结构金属工件、以及许多其他关键部件中。一个斜探头组件在一个选定的角度上可让声能直接指向试样中。一个垂直的裂纹将沿着一般称为U形转弯的路径反射一个成角度的声能,如下面插图所示.
斜声束对垂直于试件远距离表面(一次声程)的裂纹,或者,在从远侧反射后,到垂直于耦合表面的裂纹(二次声程)非常敏感。许多特殊的声束角度和探头位置用于适应不同的工件形状和缺陷类型。在成角度的不连续情况下,适当地选择斜声束组件可以直接将声波以一个有利的角度反射到探头上。
它们如何工作—斯涅尔折射定律斯
根据斯涅尔折射定律声波能量从一个材料传播到另外一个材料时要折射。当声束(或者任何其他的波)通过两种不同声速材料的边界时,折射是改变声束的方向。以直线传播的声束将继续沿着直线方向,但是以一个角度入射到边界时声束将按照下面的公式改变方向:
sinθ1 /sinθ2 =V1/V2
此处:
θ1 = 在第一种材料中的入射角
θ2 = 在第二种材料中的折射角
V1 = 第一种材料的声速
V2 = 第二种材料的声速
典型的斜探头组件利用波型转换和斯涅尔折射定律在试件中产生一个一个选定的角度(最常用为30、45、60或70度)的横波。随着相对于表面的入射纵波角度的增加,声能递增的部分被转换成第二种材料中的横波。而且如果角度足够大,在第二种材料中的所有的能量都会是横波形式。利用波型转换现象来设计常用角度声束具有两个优点。第一,在入射角上的能量转换是更有效的,它能在钢和相似材料中产生横波。第二,使用横波可以改善最小缺陷尺寸分辨率,因为在一个给定的频率,横波的波长约为同等纵波波长的60%,而且随着声束波长变得更小,最小缺陷缺陷分辨率也就增加。
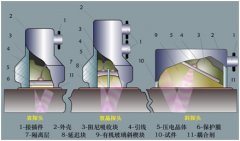
常规锲块由一块机械加工塑料制成。泛美Accupath锲块利用多重材料设计,一块最优化声波传播的纯塑料插入物被结构材料环绕,结构材料由它的声阻尼性能和耐用性来选择,改善了信噪比和耐磨性并超出了典型的单片设计。
典型斜探头组件
所有标准斜锲在横波模式下工作。在一些专门场合,斜锲也可设计成产生纵波或表面波。纵波锲块偶尔用在粗晶材料上为了将散射噪声最小化,尽管更长的纵波波长可减少散射噪声但也会降低它对小缺陷的灵敏度。正如其名称所暗示的,表面波斜锲用于检测表面破坏的裂纹。
选择正确的斜探头组件在许多情况,根据检测任务中的检验代码或规程,给检测者指出具体型号的斜探头组件。影响斜探头性能的参数不仅包括由锲块产生的声束角度,也包括探头频率和晶片尺寸。最合适的声束角度一般由试件的的几何形状和检测预期要发现的不连续性的方向来决定。探头频率影响穿透力和缺陷分辨率。当频率增加时,声波在一个给定材料中传播的距离会减少,但是小的不连续性的分辨率会变得更好。当频率降低时,声波传播的距离会增加,但是最小可发现缺陷尺寸会变大。同样地,较大地晶片尺寸通过增加覆盖面积可能减少检测时间,但是来自小的不连续性的反射回波幅度会减少。小的晶片尺寸会增加来自小的不连续性的反射回波幅度,但是因为小的声束覆盖更少的面积,检测可能花费很多时间。在任何给定的应用中,以规定的检测要求为基础,这些矛盾的因素必须平衡。
在ASTM标准E-164中"焊接件的接触式检测的标准惯例"以及AWS建筑焊接标准第6章,可以找到一些具体的斜探头建议。虽然这些文件作为对焊缝检测的一个指导方针,它们描述的基本原理可应用到许多其他应用中,包括金属制品的裂纹或类似的不连续性的检测。检测规程一般要求在开始检测前,通过使用IIW 试块或类似的参考标准试块来验证基本的功能参数,如灵敏度、零点偏移、声束入射点以及折射角。
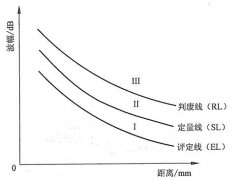
在没有规定的代码或规程的检测场合,由经过培训的检验员根据用于相关零件的包含已知缺陷或人工缺陷的参考标准试块的评价来选择斜探头组件。适当的参考标准试块允许检测员为一个给定的应用提供最好最可靠响应的换能器和斜锲的组合。
有时使用整体式斜探头(单一的探头/斜锲组件)是方便的。无损检测资源网使用小型插入式斜探头替代螺旋式探头,严格地说,在性能上没有功能性影响,是优先考虑的问题。
除钢以外的检测材料
除非另有说明,来自泛美和所有其他商家供货的标准斜锲都设计成在横波声速约为3.250m/s或0.1280in/us的钢中产生一个指定角度的横波。因为折射角度随媒质声速而变化,为钢设计的斜锲在其他材料中会产生不同的折射角。在铝上使用的锲块设计也可作为标准产品来利用。对其他的材料,必须在客户的基础上来提供特殊的锲块。
另一方面,通过基于斯涅尔折射定律基础上的简单公式来计算在另一种金属上由标准(钢)斜锲产生的折射角是可能的:sinθ1 /sinθ2 =V1/V2 此处:
θ1 = 斜锲名义角度
θ2 = 在测试材料中的折射角度
V1=在钢中的名义横波声速 (3,250 m/S或0.1280 in/uS)
V2=在测试材料中的横波声速
在非金属材料情况下,由于它的声速与钢有很大不同,如塑料或陶瓷,折射波可能以另一种不同于横波的形式存在。在低声速的塑料中,折射波将为纵波,而且塑料的纵波声速应该用来作为折射角计算中的V2的值。
在高声速的陶瓷中,大部分声能可能转换为表面波。请联系无损检测资源网来获得选择用于非金属材料的斜锲的帮助。
曲面斜锲
当检测小直径管和其他曲面试件时,为了维持最佳的声耦合,推荐使用曲面或弧面斜锲。当曲率增加时,斜锲表面与试块接触成比例地减小,这不但使进出工件上的声能减少,而且增加了来自耦合层的反射噪声的总量。斜锲可有下面四种方式的仿形:
IIW手册焊缝超声波探伤建议:只要在斜锲和测试表面间的间隙超过0.5mm(约为0.020英寸),就应使用曲面斜锲。在这个指导方针下,只要工件的半径小于斜锲尺寸(长或宽)的平方除以4,就应该使用曲面斜锲:R < W2/4
此处:
R=检测表面的半径
W=在轴线方向检测时斜锲的宽,在圆周方向检测时斜锲的长
如果可能的话,在检测要求的参数范围内,当然换用一个小锲块将改善对曲面的耦合。作为一个实践问题,当信号强度降低或是耦合噪声增加到降低检测的可靠性时,应该考虑使用曲面斜锲。
对任何类型和尺寸的斜锲,在这四个方向检测中的每一个都有一个最小可能的仿形半径,这以可去除斜锲材料的数量而不降低探头的性能为基础,联系可获得详细资料。
聚焦双晶探头
大部分斜探头组件使用非聚焦单晶片换能器。然而,在一些涉及到高衰减或散射的材料检测时,如粗晶铸造不锈钢,聚焦双晶探斜探头是很有用的。因为它们有独立的发射和接收晶片,具有代表性地,双晶探头可以在较高的激发能量下使用,没有伴随着振铃或斜锲噪声相关的噪声问题。在试样中一个选定的深度上,聚焦探头让声能高度集中,增加在那个区域对不连续性的灵敏度。欲了解有关聚焦双晶斜探头的进一步信息,请联系。
高温斜锲
标准斜探头组件设计成只在正常环境温度下使用。对那些必须在高温下检测的金属,可使用特殊的高温斜锲。有些斜锲允许在温度为480℃或900℉的表面上短暂接触。然而,斜锲需要特别关注高温斜锲产生的声程,说明这一点是很重要的。任何一个高温锲块,当它加热时,锲块材料的声速会降低,因此锲块加热时,在金属中的折射角会增加。如果涉及一个给定的检测,那么必须在实际操作温度下校验折射角。作为一个实践问题,在检测过程中的热变化使得难于对实际折射角做精确测定。
|