 手机版
手机版

|
流杯粘度计属于短管流出式的粘度测试方法,它是以定量的涂料从流杯中流尽的时间(s)来计量粘度值的。流出式粘度计有多种型式, 诸如德国的Engler粘度计、英国的Redwood、BS粘度计、美国的Shell、Ford、Zahn粘度计以及法国的Babey粘度计,荷兰TQC等, 这类粘度计在石油化工、地质、钻井、徐料、陶瓷以及铸造涂料测试中应用较广。
流杯粘度值( s) 是待测流体在变压头下的排空时间。对于牛顿流体,此时间由下式决定:
式中
T一流出时间,s
F。—流杯上口面积,cm2
h 一液柱初始高度,cm
μ— 流量消耗系数
f — 流杯出口面积,cm2
g — 重力加速度,cm/s2
由上式可知, 除了结构因素外, 流出时间主要由出口流速来决定。测定时由自重压头决定的出口流速是个变数, 所以剪应力也是变化的。加之出口处的长径比很小, 故不服从Hagen 一Poessuille定律, 流出时间与流体绝对粘度(运动粘度或动力粘度) 之间没有确定的理论关系式, 仅有一些经验公式可供参考。
由于测定值同流杯结构尺寸和测定时涂料状态等条件有关, 故可称之为条件粘度。
铸造涂料是非牛顿流体, 涂料在流杯中的出口流速不仅取决于压头, 还与其内部结构和流变特性有关, 也就是说与流体的流型有关。在低剪速下(10-1 S-1)) 粘度相同的液体, 胀塑性流体因剪切增稠效应流速较小,暇塑性流体则因剪切稀释效应而流速较大, 牛顿流体居二者之间且粘度不随剪速而变。
试验证明, 非牛顿流体的流杯粘度与绝对粘度之间有正相关关系, 所以流杯粘度值可在一定程度上反映流体的粘度和流动性, 即流杯粘度愈高, 涂料粘度也愈大,流动性也愈低。
此外, 徐料粘度还在一定程度上反映涂料成分( 特别是粉液比) 的变化, 而反映的真实性则与流型有关。涂料流型偏离牛顿流体愈小, 则流杯粘度与粉液比的相关性愈好。从这点看, 用流杯粘度来控制硅溶胶涂料成分的变化, 其置信度较之水玻璃涂料要高得多。流杯枯度与涂料屈服值(tv)之间的关系比较复杂。
从流变学理论可知,具有屈服值的流体在管道中流动时, 流线中心因剪速为零或很小而形成塞流(图1), 塞流处的流体仅有移动而无剪切变形的流动(质点位移)。设塞流半径为r。, 而当r.r。处的剪应力: r=ry 时, 在2r范围内即形成塞流区。若涂料的二, 高,2r。就大, 当r。大于等于R时, 就是说由压头形成的最大剪应力几。二毛林时, 整个出口就会为塞流区阻塞而断流, 这时就测不出流尽时间。
此外, 在测试过程中由于压头在逐渐减小, 平均流速和剪应力也不断下降, 这时当瑞a 二簇几时, 也会出现断流, 涂料的几值愈高, 断流时间来得愈早。
对于粘度大的涂料, 若其几小, 一般不会发生断流, 只是流尽时间长些而已。反之, 若涂料的几很高或触变性强, 即使其粘度不大也会因塞流阻塞而中途断流, 这种现象在生产现场的实际测试时是常见的。所以用流杯粘度计测定高ry的涂料粘度时, 就会产生较大的误差。
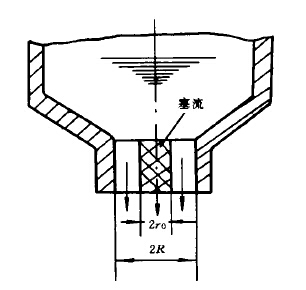 图1 流杯枯度计出口处的塞流
由于流杯粘度不可能模拟所有流变参数, 更不能准确控制涂料成分的变化, 所以生产中须用其他测试方法(密度、涂片重等) 与之配合。例如, 硅溶胶涂料中含有气泡时其粘度会增大, 但密度较低。经负压脱气或消泡后,涂料粘度下降而密度却上升。从这点来看, 涂料密度能更好的表征其成分(粉液比)。但从涂料复用性和聚结稳定性来看, 流杯粘度较之密度更灵敏些, 因为当涂料的聚结稳定性下降时, 其粘度会增大而密度却变化不大。所以生产中用流杯粘度计和液体密度计相配合监控硅溶胶涂料是适宜的。图2是硅溶胶错英粉涂料粘度同密。
度的关系。由图2 可知, 涂料密度较小时粘度变化较小,密度较大( 常用范围) 时粘度随密度变化很敏感。这种变化规律同粘度与粉液比的关系相似, 这表明, 密度能较好地反映硅溶胶涂料成分( 粉液比) 的变化。
我国精铸行业广为应用的普通流杯粘度计, 其容量为100m L,出口直径6mm(航天部标准HB535O·6 -86〕。它基本上是沿用了石油钻井和涂料工业的流杯。操作时须用手指堵住出口, 终点判断难以准确掌握, 测试精度较低。
在涂料研究中应用了一种带塞杆式的流杯粘度计(图3),其容量为100 m L 、出口直径5.6mm,流杯上端无溢流槽。测试时注浆至三个定量销钉顶端(用底座螺钉调至水平, 图中未示出)。抽取塞杆计时(杆上粘附的涂料应流回流杯中),涂料流到量瓶中,直至液面升到量瓶颈刻度线处为终点。此种流杯的优点是涂料不外溢, 定量准确, 仪器清洁, 易于维护, 终点容易观察和判断、测试精度高,重现性好。
近年来, 随着硅溶胶涂料的广泛应用, Zhan式流杯粘度计较为流行。这种粘度杯在美、日、加拿大、韩国以及合湾省的精铸行业中用以测试涂料粘度。西欧国家还多用Ford 杯, 它与我国流行的漏斗杯结构相似,4Ford杯的容量为1 0 0 m L , 出口直径约4 m m (0.162 in)。液流出口处无突然收缩, 故只有层流而避免了湍流是其特点。Zhan 杯粘度计的结构尺寸因制造厂家而异。图4给出了三种不同尺寸的Zahn杯。目前较为通用的是美国Boekel公司制造并符合ICI(美国熔模铸造协会)标准的Zahn杯(图4之c)。此种流杯有种规 ,见表1所示。表2是用IZhan 杯对低粘度溶液的测试结果。
美国通用电气公司(GE公司) 将5种Zahn杯编号为Gl~GS , 精铸车间多用#4和#5杯。Zahn杯的使用特点是将流杯浸入涂料槽中,注满后提起计时,其上沿无溢流槽, 测试前无须堵住出口, 操作较简便、测试份之也较高。
表2 用#l zhan杯的测试结果
对于水玻璃涂料, 因其流变流型偏离牛顿流体较大而且屈服值高, 故现场测试中通常不用密度计, 而用流杯粘度和涂片重量法配合监控涂料性能。涂片用40mmx40mmx2mm 的不锈钢片。
水玻璃涂料的涂片重通常控制在70~125 mgc/m2,范围内。国外用的涂片一般为60 mm x 60 mm 只2 mnr的不锈钢片(ICI标准), 称之为Tempora板。它有两个用途, 一是测定涂料粘度, 二是测量涂片重(附着量)。TemrPoa板测粘度的方法是浸板于料浆中至标线( 标线在提升线上距板顶角5mm) 2一3S后, 提板计时到涂料流尽为止。
测试结果与流杯粘度有一定相关性(图5),但数据范围很窄, 难以精确控制。用Tempora板测定涂片重的方法与国内使用的基本相同。对于硅溶胶涂料, 因其屈服值甚小(< 3.0 Pa ), 故测试结果远不如水玻璃涂料灵敏度高。例如密度为2.0~2.5gc/m3的硅溶胶错英粉涂料,涂片重仅在13~30mgc/ m Z范围内变化。与水玻璃涂料相,不仅绝对值小,而且变化范围也很窄。
为了使流杯粘度计的测试结果有良好的准确性、重现性和可比性, 使用中应注意下列几点:
(1) 不论何种涂料, 都应在搅拌条件下取样测定,以消除沉淀引起的成分偏析和一静止粘度上升引起的误差, 对于屈服值高和触变性强的涂料尤应注意。
(2) 使用前要用清水( 硅溶胶涂料用去离子水) 清洗二次, 使流杯在湿态下测定。测定次数不少于2次, 取平均值。
(3) 普通漏斗式流杯用上端溢流槽定量。以断流或出孔透光为终点并宜取同一标准以便于比较。
(4) Zahn式杯终点判断有多种方法, 有文献介绍闭以孔口处连续流长为10mm 时为终点(图6) 较为精确。
(5)流杯用毕须清洗干净, 特别是孔口处要保持清洁, 防止沾附油污。维护良好的流杯, 测试时人为误差可在15以内。
|




















