手机版
手机版

|
随着相控阵技术的不断推广,全国都牵起来相控阵技术学习及研究的热潮,并且在火电等行业已经较为广泛应用,尤其在小管径焊口的检测领域。目前电力行业也发布了DL/T1718相控阵技术规程,具有很大的参考价值。算是国内第一个相控阵行业标准。
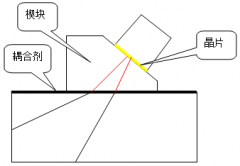
可是相控阵技术不能完全按照常规超声技术去理解,尤其在扫查方式和显示方式方面。特别在灵敏度设定领域不同仪器的软件设计思路是不同的。但是标准中没有对关键的技术进行规定,按照之前对国内NBT47013的理解按照标准去检测最起码问题不会太大,但是相控阵技术不然,每个人做出的工艺可能不同,也可能变化很大。这样哪种工艺正确,哪种工艺能够满足标准要求那。最简单例子就是:探头前言距离焊缝的距离,和激发的晶片和扇形扫查角度范围之间的不同会出现多种检测工艺,哪种工艺正确??如何鉴定??
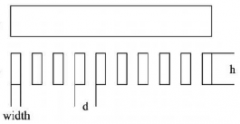
现在行业领域在检测时候,一味追求大角度范围扫查,一次激发36-76度范围进行全角度范围扫查,晶片激发32(检测薄板也这样做),导致检测数据采集量特别大,单个数据达到100M以上,有的甚至更大,这无疑对电子数据的调用和存储提高了要求。可是标准也没有规定,检测什么工件,激发多少角度探头。不想47013那样一定厚度范围内推荐的检测角度(常用的就是K1\K1.5\K2\K2.5等角度)。但是相控阵不一样,多角度,检测激发的角度应该如何设计,值得检测者思考。
留下1个问题讨论;
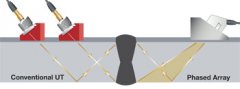
1、目前相控阵标准出来了,但是工程应用时候要区分是:检测目的是想用PAUT代替RT,还是用PAUT代替常规UT。这个问题值得思考。
原因:相控阵标准仅是对相控阵技术的工艺、仪器、探头、验收标准等内容提出要求,这个是检测的基本条件,就是有据可依;
但是,在什么条件下能够代替RT,应该加以更多的思考。例如ASME CODE 2235规定了在满足什么条件下允许容器用可记录的UT代替RT,在例如ASME CODE CASE N659规定了核电级别产品什么条件下UT代替RT,就是说若用PAUT代替RT,应该在增加一些约束条件,而不仅仅是相控阵技术标准或者规程。标准或规程是基础,在加上应用的条件,才能更好地在PAUT代替RT 领域做得更好,否则现在大面积推广,每个人对技术的掌握并不成熟,导致好一点的情况:返修率增加,不好 一点的情况:关键缺陷漏检。
|