手机版
手机版

|
1、渗透检测的基本原理:
工件表面被施涂含有荧光染料或着色染料的渗透液后,在毛细管作用下,经过一定时间,渗透液可以渗进表面开口的缺陷中;经去除工件表面多余的渗透液后;再在工件表面施涂显像剂,同样,在毛细管作用下,显像剂将吸引缺陷中保留的渗透液,渗透液回渗到显像剂中;沧州欧谱在一定的光源下(紫外线光或白光),缺陷处的渗透液痕迹被显示(黄绿色荧光或鲜艳红色),从而探测出缺陷的形貌及分布状态。
2、渗透检测操作的基本步骤: 渗透、清洗、显像、观察。
渗透探伤能检测出的缺陷的最小尺寸,是由探伤剂的性能、探伤方法、探伤操作的好坏和工件表面的状况等因素决定的,不能一概而论,但一般能将深0.02㎜、宽0.001㎜的缺陷检测出来。
3、渗透检测的分类
1)根据渗透液所含染料成分分类可分为荧光法和着色法两大类。
2)根据渗透液去除方法分类可分为水洗型、后乳化型和溶剂去除型三大类。
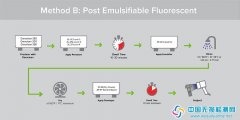
3)按以上两种分类方法,可组合成六种渗透探伤方法: A、水洗型荧光渗透探伤法 B、后乳化型荧光渗透探伤法 C、溶剂去除型荧光渗透探伤法 D、水洗型着色渗透探伤法 E、后乳化型着色渗透探伤法 F、溶剂去除型着色渗透探伤法
4、显像法的种类:
湿式显像、快干式显像、干式显像和无显像式显像四种。
5、渗透检测工艺要点
1)各种渗透探伤方法的优缺点和应用选择着色法只需在白光或日光下进行,在没有电源的场合下也能工作。荧光法需要配备黑光灯和暗室,无法在没有电源及暗室的场合下工作。
水洗着色法适用于检测表面粗糙的零件,操作简便,成本较低。该方法灵敏度较低,不易发现微细缺陷。水基渗透着色法适用于检测不能接触油类的特殊零件,但灵敏度很低。 后乳化型着色法具有较高灵敏度,适宜检测较精密零件,但对螺栓、有孔、槽零件,以及表面粗糙零件不适用。
溶剂去除型着色法应用较广,特别是使用喷灌,可简化操作,适宜大型零件的局部检测。
2)渗透探伤操作注意事项: A、沧州欧谱预处理时,要在工件表面上造成充分的湿润条件,以便在探伤面上能形成渗透液的薄膜。要充分除去工件表面油脂、涂料、锈蚀和水等影响渗透液渗透的障碍物。
B、要根据渗透液的种类,工件的材质、预计缺陷种类和大小以及渗透时的温度等因素来考虑确定适当的渗透时间。正常的渗透温度范围为15°C~50°C,渗透时间不得少于10分钟。
C、清洗时,只需去除附着在工件表面的渗透液,不要过度清洗,不要使在缺陷中的渗透液流出。采用溶剂清洗时,只能用蘸有溶剂的布或纸檫洗,且应沿一个方向檫拭,不得往复檫拭,不得用清洗剂直接冲洗。
6、渗透检测的特点
1)除了疏松多孔性材料外任何种类的材料,如钢铁、有色金属、陶瓷和塑料等材料的表面开口缺陷都可以用渗透探伤。
2)形状复杂的部件也可用渗透探伤,并一次操作就可大致做到全面检测。
3)同时存在几个方向的缺陷,一次探伤操作就可完成检测,形状复杂的缺陷,也很容易观察显示痕迹。
4)不需要大型的设备,携带式喷灌着色渗透探伤,不需要水、电,十分便于现场检测使用。
5)工件表面光洁度影响大,探伤结果往往容易受操作人员技术的影响。
6)可以检测出表面张口的缺陷,但对埋藏缺陷或闭合型的表面缺陷无法检出。
7)检测程序多,检测速度慢。
8)检测灵敏度比磁粉探伤低。
9)材料较贵,成本较高。
10)有些材料易燃、有毒。
|
![高灵敏度渗透剂如何提高检测质量 [案例研究]](/uploads/20/1-200306124550564-lp.png)