手机版
手机版

|
1、外观检查 一般以肉眼为主,有时用5~20倍的放大镜进行观察,通过观察可以焊件表面缺陷、如咬边、焊瘤、气孔、表面裂纹等。 2、无损探伤 目前普遍采用的是X射线检查,还有超声波探伤和磁力探伤。隐藏在焊件内的气孔、夹渣和裂缝都可以探出。
船舶焊接缺陷种类很多,按其位置不同,可分为外部缺陷和内部缺陷。常见缺陷有气孔、夹渣、焊接裂纹、未焊透、未熔合、焊缝外形尺寸和形状不符合要求、咬边、焊瘤、弧坑等。
一、气孔 气孔是指在焊接时,熔池中的气泡在凝固时未能逸出而形成的空穴。产生气孔的主要原因有:焊口边缘不清洁,有水份、油污和锈迹;焊条或焊剂未按规定进行焙烘,焊芯锈蚀或药皮变质、剥落等。此外,低氢型焊条焊接时,电弧过长,焊接速度过快;埋弧自动焊电压过高等,都易在焊接过程中产生气孔。由于气孔的存在,无损检测资源网使焊缝的有效截面减小,过大的气孔会降低焊缝的强度,破坏焊缝金属的致密性。预防产生气孔的办法是:选择合适的焊接电流和焊接速度,认真清理坡口边缘水份、油污和锈迹。严格按规定保管、清理和焙烘焊接材料。不使用变质焊条,当发现焊条药皮变质、剥落或焊芯锈蚀时,应严格控制使用范围。埋弧焊时,应选用合适的焊接工艺参数,特别是薄板自动焊,焊接速度应尽可能小些。
二、夹渣 夹渣就是残留在焊缝中的熔渣。夹渣也会降低焊缝的强度和致密性。产生夹渣的原因主要是焊缝边缘有氧割或碳弧气刨残留的熔渣;坡口角度或焊接电流太小,或焊接速度过快。在使用酸性焊条时,由于电流太小或运条不当形成"糊渣";使用碱性焊条时,由于电弧过长或极性不正确也会造成夹渣。进行埋弧焊封底时,焊丝偏离焊缝中心,也易形成夹渣。防止产生夹渣的措施是:正确选取坡口尺寸,认真清理坡口边缘,选用合适的焊接电流和焊接速度,运条摆动要适当。多层焊时,应仔细观察坡口两侧熔化情况,每一焊层都要认真清理焊渣。封底焊渣应彻底清除,埋弧焊要注意防止焊偏。
三、咬边 焊缝边缘留下的凹陷,称为咬边。产生咬边的原因是由于焊接电流过大、运条速度快、电弧拉得太长或焊条角度不当等。埋弧焊的焊接速度过快或焊机轨道不平等原因,都会造成焊件被熔化去一定深度,而填充金属又未能及时填满而造成咬边。咬边减小了母材接头的工作截面,从而在咬边处造成应力集中,故在重要的结构或受动载荷结构中,一般是不允许咬边存在的,或到咬边深度有所限制。防止产生咬边的办法是:选择合适的焊接电流和运条手法,随时注意控制焊条角度和电弧长度;埋弧焊工艺参数要合适,特别要注意焊接速度不宜过高,焊机轨道要平整。
补充:四、未焊透、未熔合 焊接时,接头根部未完全熔透的现象,称为未焊透;在焊件与焊缝金属或焊缝层间有局部未熔透现象,称为未熔合。未焊透或未熔合是一种比较严重的缺陷,由于未焊透或未熔合,焊缝会出现间断或突变,焊缝强度大大降低,甚至引起裂纹。因此,在船体的重要结构部分均不允许存在未焊透、未熔合的情况。未焊透和未熔合的产生原因是焊件装配间隙或坡口角度太小、钝边太厚、焊条直径太大、电流过小、速度太快及电弧过长等。焊件坡口表面氧化膜、油污等没有清除干净,或在焊接时该处流入熔渣妨碍了金属之间的熔合或运条手法不当,电弧偏在坡口一边等原因,都会造成边缘不熔合。防止未焊透或未熔合的方法是正确选取坡口尺寸,合理选用焊接电流和速度,坡口表面氧化皮和油污要清除干净;封底焊清根要彻底,运条摆动要适当,密切注意坡口两侧的熔合情况。 五、焊接裂纹 焊接裂纹是一种非常严重的缺陷。结构的破坏多从裂纹处开始,在焊接过程中要采取一切必要的措施防止出现裂纹,在焊接后要采用各种方法检查有无裂纹。一经发现裂纹,应彻底清除,然后给予修补。 焊接裂纹有热裂纹、冷裂纹。焊缝金属由液态到固态的结晶过程中产生的裂纹称为热裂纹,其特征是焊后立即可见,且多发生在焊缝中心,沿焊缝长度方向分布。热裂纹的裂口多数贯穿表面,呈现氧化色彩,裂纹末端略呈圆形。产生热裂纹的原因是焊接熔池中存有低熔点杂质(如FeS等)。由于这些杂质熔点低,结晶凝固最晚,凝固后的塑性和强度又极低。因此,在外界结构拘束应力足够大和焊缝金属的凝固收缩作用下,熔池中这些低熔点杂质在凝固过程中被拉开,或在凝固后不久被拉开,造成晶间开裂。焊件及焊条内含硫、铜等杂质多时,也易产生热裂纹。防止产生热裂纹的措施是:一要严格控制焊接工艺参数,减慢冷却速度,适当提高焊缝形状系数,尽可能采用小电流多层多道焊,以避免焊缝中心产生裂纹;二是认真执行工艺规程,选取合理的焊接程序,以减小焊接应力。 焊缝金属在冷却过程或冷却以后,在母材或母材与焊缝交界的熔合线上产生的裂纹称为冷裂纹。这类裂纹有可能在焊后立即出现,也有可能在焊后几小时、几天甚至更长时间才出现。冷裂纹产生的主要原因为:1)在焊接热循环的作用下,热影响区生成了淬硬组织;2)焊缝中存在有过量的扩散氢,且具有浓集的条件;3)接头承受有较大的拘束应力。
补充:六、其他缺陷 焊接中还常见到一些焊瘤、弧坑及焊缝外形尺寸和形状上的缺陷。产生焊瘤的主要原因是运条不均,造成熔池温度过高,液态金属凝固缓慢下坠,因而在焊缝表面形成金属瘤。立、仰焊时,采用过大的焊接电流和弧长,也有可能出现焊瘤。产生弧坑的原因是熄弧时间过短,或焊接突然中断,或焊接薄板时电流过大等。焊缝表面存在焊瘤影响美观,并易造成表面夹渣;弧坑常伴有裂纹和气孔,严重削弱焊接强度。防止产生焊瘤的主要措施严格控制熔池温度,立、仰焊时,焊接电流应比平焊小10-15%,使用碱性焊条时,应采用短弧焊接,保持均匀运条。防止产生弧坑的主要措施是在手工焊收弧时,焊条应作短时间停留或作几次环形运条。 有些缺陷的存在对船舶安全航行是非常危险的,因此一旦发现缺陷要及时进行修正。对于气孔的修正,特别是对于内部气孔,确认部位后,应用风铲或碳弧气刨清除全部气孔缺陷,并使其形成相应坡口,然后再进行焊补;对于夹渣、未焊透、未熔合的缺陷,也是要先用同样的方法清除缺陷,然后按规定进行焊补。对于裂纹,应先仔细检查裂纹的始、末端和裂纹的深度,然后再清除缺陷。用风铲消除裂纹缺陷时,应先在裂纹两端钻止裂孔,防止裂纹延长。钻孔时采用8~12mm钻头,深度应大于裂纹深度2~3mm。用碳弧气刨消除裂纹时,应先从裂纹两端进行刨削,直至裂纹消除,然后进行整段裂纹的刨除。无论采用何种方法消除裂纹缺陷,都应使其形成相应坡口,按规定进行焊补。对焊缝缺陷进行修正时应注意:1)缺陷补焊时,宜采用小电流、不摆动、多层多道焊,禁止用过大的电流补焊;2)对刚性大的结构进行补焊时,百格刀测试 http://www.baigedaoceshi.com 除第一层和最后一层焊道外,均可在焊后热状态下进行锤击。每层焊道的起弧和收弧应尽量错开;3)对要求预热的材质,对工作环境气温低于0℃时,应采取相应的预热措施;4)对要求进行热处理的焊件,应在热处理前进行缺陷修正;5)对D级、E级钢和高强度结构钢焊缝缺陷,用手工电弧焊焊补时,应采用控制线能量施焊法。每一缺陷应一次焊补完成,不允许中途停顿。预热温度和层间温度,均应保持在60℃以上。6)焊缝缺陷的消除的焊补,不允许在带压和背水情况下进行;7)修正过的焊缝,应按原焊缝的探伤要求重新检查,若再次发现超过允许限值的缺陷,应重新修正,直至合格。焊补次数不得超过规定的返修次数.
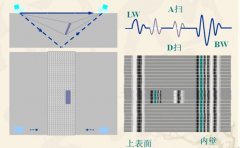
补充:焊接的检验 对焊接接头进行必要的检验是保证焊接质量的重要措施。因此,工件焊完后应根据产品技术要求对焊缝进行相应的检验,凡不符合技术要求所允许的缺陷,需及时进行返修。焊接质量的检验包括外观检查、无损探伤和机械性能试验三个方面。这三者是互相补充的,而以无损探伤为主。 (一)外观检查 外观检查一般以肉眼观察为主,有时用5-20倍的放大镜进行观察。通过外观检查,可发现焊缝表面缺陷,如咬边、焊瘤、表面裂纹、气孔、夹渣及焊穿等。焊缝的外形尺寸还可采用焊口检测器或样板进行测量。 (二)无损探伤 隐藏在焊缝内部的夹渣、气孔、裂纹等缺陷的检验。目前使用最普遍的是采用X射线检验,还有超声波探伤和磁力探伤。 X射线检验是利用X射线对焊缝照相,根据底片影像来判断内部有无缺陷、缺陷多少和类型。再根据产品技术要求评定焊缝是否合格。超声波束由探头发出,传到金属中,当超声波束传到金属与空气界面时,它就折射而通过焊缝。如果焊缝中有缺陷,超声波束就反射到探头而被接受,这时荧光屏上就出现了反射波。根据这些反射波与正常波比较、鉴别,就可以确定缺陷的大小及位置。超声波探伤比X光照相简便得多,因而得到广泛应用。但超声波探伤往往只能凭操作经验作出判断,而且不能留下检验根据。 对于离焊缝表面不深的内部缺陷和表面极微小的裂纹,还可采用磁力探伤。 (三)水压试验和气压试验 对于要求密封性的受压容器,须进行水压试验和(或)进行气压试验,以检查焊缝的密封性和承压能力。其方法是向容器内注入1.25-1.5 倍工作压力的清水或等于工作压力的气体(多数用空气),停留一定的时间,然后观察容器内的压力下降情况,并在外部观察有无渗漏现象,根据这些可评定焊缝是否合格。 (四)焊接试板的机械性能试验 无损探伤可以发现焊缝内在的缺陷,但不能说明焊缝热影响区的金属的机械性能如何,因此有时对焊接接头要作拉力、冲击、弯曲等试验。这些试验由试验板完成。所用试验板最好与圆筒纵缝一起焊成,以保证施工条件一致。然后将试板进行机械性能试验。实际生产中,一般只对新钢种的焊接接头进行这方面的试验.
|