手机版
手机版

|
TOFD的由来
TOFD 是Time Of Flight Diffraction的英文缩写,是一种利用超声波衍射时间差进行检测的无损检测方法。其原理与常用的脉冲回波超声检测方法不同点是:①缺陷衍射波与缺陷角度无关;②缺陷定位定量的误差与波的幅度无关。其性能优越、成本低廉、工艺简单、www.oupu17.com环境安全,极具发展前景。我国已确认其为特种设备的缺陷评价检测方法。
TOFD检测原理
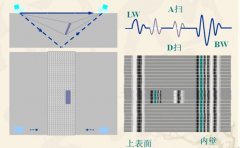
超声TOFD方法是采用一对频率、尺寸、角度相同的纵波探头进行探伤;一个作为发射探头,另一个作为接收探头,两探头相对位置在焊缝两侧且探头中心在同一直线上,发射探头发射横向纵波,在无缺陷部位接收探头首先按收到直通波,这种波在两个探头间以纵波速度进行传播,然后接收到反射回波(back wave)。
如果在工件中存在裂纹缺陷,则在缺陷的两端除普通的反射波外,在缺陷的上下端点,还将分别产生衍射波,其衍射能量耒源于缺陷端部。
这两束衍射波号在直通波与底面反射波之间出现。缺陷两端点的信号在时间上将是可分辨的,根据衍射波信号传播的时间差可判定缺陷高度的量值。
与常规脉冲器超声波检测的区别
TOFD检测原理相对于常规脉冲器超声波检测方法两个重要不同点:
①陷衍射信号与缺陷角度无关;
②定位、定量的误差与信号的幅度无关。
这也是TOFD技术得以快速发展的原因
采用TOFD对薄壁堆焊层裂纹缺陷的检测
堆焊层缺陷通常有:
①表面缺陷包括裂纹、气孔和夹渣等;
②堆焊层内的缺陷,一般为夹渣和未融合;
③堆焊层与母材未结合;
④堆焊层下母材热影响区再热裂缝(纹),趋向基本垂直于母材表面;当厚度δ<5mm堆焊层时,灵敏度极低。
TOFD检测中的计算机应用
TOFD检测系统是以windows XP为开发平台,LabVIEW为基础完成超声二次开发;使采集卡与个人PC机相结合,完成检测信号采集、存储、图像显示等工作。当今新型裂纹检测技术----TOFD超声检测技术对焊接中裂纹类缺陷的检出效果比较明显,是其他检测方法无法比拟的。
裂纹的高度计算
裂纹的高度的检测,通常是测定沿工件表面传播的直通波和缺陷端部产生的衍射波的传播时间差△t实现的。只要知道工件的纵波声速V和2个探头间距2S,则缺陷上下端埋藏深度由下式求出:
d=1/2[△t2 v2+4△tvs]1/2
式中:v——纵波声速
△t——直通波与衍射波之间的传播时间差;
s——1/2的探头间距。
由缺陷上下端埋藏深度即可求得缺陷在板厚方向的高:H=d1- d2
式中:H——裂纹高度;
d1——裂纹上端点距上表面的距离;
d2——裂纹下端点距上表面的距离;
模拟试块的制备
|